
NOTAS DE CONTROL ESTADÍSTICO DE LA CALIDAD
INTERACTIVO
![]()
Referente Teórico Docente:
Nelson Florez Ramirez
Andrea Lucia Florez Rendon
Juan Miguel Cogollo Florez
Interactividad:
Jean Paul Morán Zabala
Estudiante de Ingeniería de la Calidad
Representante ante el Consejo de Facultad de Ciencias Económicas y Administrativas (RCEYAD 2022-2023)
Juan Pablo Cardona Betancur
Estudiante de Ingeniería de la Calidad
Representante Suplente ante el Consejo de Facultad de Ciencias Económicas y Administrativas (RCEYAD 2022-2023)
Asesor de Interactividad:
César Augusto Rodríguez Ledesma
Medellín - Colombia
i
Título de la obra
Notas de Control Estadístico de la Calidad
Nelson Florez Ramirez - Politécnico Jaime Izasa Cadavid
Andrea Lucia Florez Rendon - Instituto Tecnológico Metropolitano
Juan Miguel Cogollo Florez - Instituto Tecnológico Metropolitano
César Augústo Rodriguez Ledesma - Instituto Tecnológico Metropolitano
Jean Paul Morán Zabala - Instituto Tecnológico Metropolitano
Juan Pablo Cardona Betancur - Instituto Tecnológico Metropolitano
Primera edición: 2023
Diseño de cubierta: Jean Paul Morán Zabala
Librería turn.js: Copyright (C) 2012 Emmanuel García
Herramienta de edición: DescartesJS
Fuente: Amaranth
Fondo Editorial ITM
DIRECCIÓN: Calle 73 #76A 354 vía el volador
www.itm.edu.co
ISBN: 978-958-56999-8-4
Esta obra está bajo una licencia Creative Commons 4.0 internacional: Reconocimiento-No Comercial-Compartir Igual. Todos los objetos interactivos y los contenidos de esta obra colectiva están protegidos por la Ley de Propiedad Intelectual.

ii
Prólogo
Este escrito tiene como objetivo poner al alcance de todos los profesionales y estudiantes de carreras científicas o personas interesadas en este tema, los conceptos básicos del Control Estadístico de la Calidad. Es el fruto de la construcción, desde la experiencia e implementación práctica en el desempeño profesional en la industria y la docencia, en el área de Control Estadístico de la Calidad, con un enfoque didáctico para su uso y aplicación.
En el último siglo, la función de calidad se convierte en un requisito indispensable de supervivencia y crecimiento para todas las empresas productoras de bienes o servicios, privadas o públicas, para poder entregar a sus clientes yconsumidores un producto que satisfaga plenamente sus necesidades ycontribuir al mejoramiento del nivel de vida de nuestro país.
También es de gran relevancia para la aparición y consolidación del control estadístico de la calidad, el descubrimiento y desarrollo de la informática en el siglo XX, pues se constituye en herramienta fundamental para las organizaciones y sus áreas, en especial para el control de la calidad de productos y servicios como medio de aprovechar la información que generan todos losprocesos productivos.
iii
Donde:
C = Conocimientos
H = Habilidades
A = ACTITUD
Por y para nosotros... Los Estudiantes
Jean Paul Morán - 2022
iv
Por y para nosotros... Los Estudiantes
Jean Paul Morán - 2022
iv
Tabla de contenido
vi
6. GRAFICAS DE CONTROL: HERRAMIENTAS PARA EL CONTROL DEL PROCESO 142
6.1.3 GRÁFICAS DE CONTROL PARA VALORES INDIVIDUALES Y RANGO MÓVIL 147
6.3 INTERPRETACIÓN DE LA HABILIDAD DEL PROCESO O CAPACIDAD DEL PROCESO 149
viii
ix
Interactividad:
Jean Paul Morán Zabala
Estudiante de Ingeniería de la Calidad
RCEYAD 2022-2023
Juan Pablo Cardona Betancur
Estudiante de Ingeniería de la Calidad
RSCEYAD 2022-2023
Asesor de Interactividad:
César Augusto Rodríguez Ledesma
x
parte i
CALIDAD: CONCEPTOS GENERALES DEFINICIONES BÁSICAS
Nelson Florez Ramirez
Andrea Lucía Florez Rendon
Juan Miguel Cogollo Florez
1. Introducción
La estadística, conocida como ciencia para el análisis y tratamiento de las mediciones y observaciones, es una de las técnicas de mayor valor empleada en el control de calidad.
Los métodos estadísticos han ganado importancia como aplicación práctica de la estadística “pura” en la realidad cotidiana de la industria. Sin embargo, para llegar a este punto, se ha tenido que vencer la resistencia natural a la adopción de nuevas metodologías, aparentemente complejas y pocas prácticas.
Dado que el objetivo fundamental en el control de los procesos se centra en cuantificar y controlar las variaciones de los mismos, y que tales variaciones son ocasionadas por la interacción de cada uno de los parámetros y operaciones que intervienen en los procesos productivos, cobra importancia la necesidad de tener mecanismos que permitan estudiar y determinar tales variaciones.
A partir de los conceptos básicos de la probabilidad y la estadística descriptiva se desarrolla una metodología que permite recopilar información sobre hechos, tendencias o problemas, con el objetivo de entenderlos y concretar acciones para cambiarlos o solucionarlos. Esta metodología se fundamenta en el uso integral de siete técnicas estadísticas elementales conocidas con el nombre de “Las siete herramientas de IMAI.
12
1.1 HISTORIA E IMPORTANCIA DE LA CALIDAD
Aunque se tratará con detalle todos los aspectos del control estadístico de la calidad se considera importante al inicio de este documento explicar brevemente algunos aspectos generales.
Se acepta que el control de calidad es más antiguo que la humanidad. El Génesis relata que Dios se detenía a observar sus obras y después de sentirse satisfecho continuaba con las demás. El hombre primitivo seleccionaba su vivienda, alimento y perfeccionaba cada vez más sus armas y herramientas. Los egipcios cuidaban mucho de los cálculos matemáticos y de los diseños de las pirámides, así como del significado en la interpretación de los grabados de sus tumbas, para lo cual utilizaban inspectores (1450 antes de Cristo). Los gremios medievales insistían en obtener periodos de entrenamiento para mejorar la calidad de sus artesanías. Con la aparición y el crecimiento del comercio y de los monopolios se necesitaban especificaciones, garantías y modelos que fijaran factores mínimos de calidad.
En 1256 Santo Tomas de Aquino clasificó los defectos en tres clases:
• De sustancias: materiales correctos e incorrectos.
• De cantidad: denominaciones incorrectas.
• De calidad: defectos funcionales o visuales.
En 1684 Philipp W. Hornick programó un aseguramiento de la calidad con participación del estado en la inspección, proponiendo castigos severos a la mala calidad o al mal uso de sellos de inspección. Posteriormente con la evolución tecnológica, los problemas tecnológicos pasaron a ser tembién problemas administrativos.
13
Durante el siglo XX se estructuró la calidad como parte integrante de los entes empresariales así:
Haz clic para ampliar la imagen
Definición de calidad: La capacidad de un producto para satisfacer una necesidad definida. Grado de adecuación de un producto al uso para el cual fue diseñado.
Definición de control: Manual de funciones por medio del cual se persigue un objetivo indicando si se presentan desviaciones y la manera de corregirlas.
14
Definición control de calidad: Todas las funciones que llevan al logro de la adecuación de un producto para su uso.
Objetivos del control de la calidad: Son metas específicas hacia las cuales se deben dirigir las actividades empresariales; éstas pueden expresarse en términos absolutos o relativos de costos o también como una tasa aceptable de fallas.
Calidad a traves de la Historia
15
TAREAS DE UN DEPARTAMENTO DE CONTROL CALIDAD
• Control de nuevos diseños: Implica la planeación de la calidad del producto y del proceso antes que inicie la fabricación.
Cubre el establecimiento de los estándares, desechos en cuanto a costos de calidad, especificaciones del proceso y del producto, confiabilidad, identificación y eliminación de posibles fuentes de problemas de calidad. instalación y servicio.
Las técnicas utilizadas son:
+ Análisis de función del producto.
+ Pruebas ambientales de uso.
+ Clasificación de características de calidad.
+ Estudio de capacidad del proceso.
+ Ensayos de prototipo.
+ Evaluación del proyecto.
+ Producción experimental.
+ Análisis de tolerancias.
+ Establecimiento de estándares de calidad, mantenimiento y servicio.
+ Análisis de materias primas y proveedores.
+ Garantía de calidad.
+ Diseño de sistemas de inspección (características. inspectores. Instrumentos. puestos y métodos de inspección).
+ Entrenamiento del personal.
+ Planeamiento del empaque, despacho y transporte.
+ Definición de niveles aceptables de calidad.
16
• Control de materias primas: Implica todos los controles necesarios para la recepción y almacenamiento de materias primas, partes, componentes,ensambles que satisfagan los requisitos de calidad especificados al nivel máseconómico posible.
Técnicas utilizadas:
+ Evaluación de proveedores.
+ Selección y mantenimiento adecuado de los instrumentos de medición requeridos.
+ Entrenamiento de inspectores de recepción.
+ Especificación de materias primas.
+ Almacenaje adecuado de materiales.
+ Tablas de planes de aceptación por muestreo.
+ Análisis estadístico del material recibido.
• Control de proceso: Cumple todos los aspectos relacionados con el control del producto y/o servicio desde las etapas iniciales de fabricación o prestación del mismo, hasta sus etapas finales, incluyendo adquisición y uso para corregir oportunamente desviaciones en relación con la calidad especificada antes de la fabricación y mantener la vida útil del producto.
Las técnicas utilizadas son:
+ Control de calidad del proceso y del producto terminado.
+ Estudio de capacidad del proceso.
+ Control de herramientas, dispositivos, plantillas y demás aditamentos de producción.
+ Selección y entrenamiento del personal.
17
+ Motivación para la calidad.
+ Establecimiento de condiciones ambientales adecuadas (temperatura y humedad relativa).
+ Sistemas mecánicos y automáticos de producción.
+ Cartas de control estadístico.
+ Planes de aceptación por muestreo.
+ Estudio sobre desajustes de herramientas.
+ Índices de calidad.
+ Auditoria.
+ Clasificación de defectos.
+ Control de calidad en empaque y despachos.
+ Análisis de quejas, reclamos y sugerencias.
+ Control del servicio.
• Estudios específicos del proceso: Se relacionan con la investigación y ensayos especiales que deben efectuarse, para identificar las causas de defectos y determinar la posibilidad de mejorar las características de calidad del producto y la mejora en la prestación del servicio
Las técnicas utilizadas son:
+ Gráfico de distribución de frecuencia.
+ Diagrama de correlación.
+ Análisis estadístico de tolerancias.
+ Pruebas de hipótesis estadísticas relacionadas con distribución de medias y varianzas.
+ Diseño de experimentos y análisis de varianza.
+ Correlación matemática.
18
+ Análisis secuencial.
+ Metodología del control de la calidad.
Realiza el siguiente cuestionario con el fin de repasar conceptos.
Haz clic para ampliar la interacción
19
Las cuatro tareas fundamentales del control de calidad se realizan por lo general siguiendo cuatro etapas que son:
Haz clic para ampliar la imagen
No creemos estar equivocados al afirmar que en Colombia y en muchos países el desconocimiento que la alta gerencia tiene del control estadístico de la calidad, es una de las fuentes más comunes de los errores que en materia de calidad se cometen en las organizaciones. Si nuestros gerentes lo conocieran, como lo conoce la alta gerencia en el Japón y ahora en países de occidente, nos brindarían la gran herramienta para ser conscientes de los errores cometidos dentro de las organizaciones.
20
Por ello es importante tener en cuenta que el control estadístico de la calidad es un sistema y no un poco de técnicas, y a su vez debe formar parte integral de un programa de control total de la calidad. Generar información de orden cuantitativo y cualitativo en materia de calidad, es muy sencillo, pero si esta información no es organizada y sistematizada no produce información útil y lo que es más grave aún, esas cifras obtenidas pueden provocar desinformación respecto a lo que se desea controlar.
La calidad debe ser el objeto de cualquier organización productora de bienes o servicios, pero ninguna organización podrá garantizar la satisfacción de las necesidades de sus clientes o consumidores o participar activamente en un programa de mejoramiento de la calidad, si no tiene normas, procedimientos, sistemas, planes y programas para la acción, que estén basados en la aplicación de técnicas estadísticas.
Es por esto que el Control Estadístico de la Calidad, hace parte fundamental dentro del control total de la calidad, con referencia específica a la responsabilidad de la alta gerencia en el conocimiento de esta metodología.
El sistema de control estadístico de la calidad proporciona la base de acción más efectiva para determinar el grado de responsabilidad por la mala calidad de un bien o servicio, especialmente en lo relacionado con la variación en el proceso productivo, materias primas y recursos utilizados, que conduce a productos defectuosos, altos costos de calidad, baja productividad, quejas y reclamos y por consiguiente pérdida de confianza en el consumidor y competitividad en el mercado.
Es necesario que la empresa posea una organización eficaz de control de la calidad, y para ello debe contar con el recurso humano especializado en control estadístico de la calidad, ya que su aplicación en las situaciones cotidianas de la empresa requiere conocimientos profundos, estudio y prácticas.
21
Realmente no existe un gran número de profesionales especializados en este campo como sería el deseo de las organizaciones, empresarios y alta gerencia.
Es claro, en conclusión, que la ingeniería de control estadístico no debe formular ningún objetivo de calidad, pues ésta es una tarea que compete exclusivamente a la alta gerencia, pero las metas que se planteen deben definirse en términos estadísticos para que tengan significado, y es en este punto donde los especialistas pueden asesorar y apoyar a la alta gerencia.
1.2 EL SIGNIFICADO DE CALIDAD
Haz clic para ampliar el vídeo
22
TAREAS DE UN DEPARTAMENTO DE CONTROL CALIDAD
Si usted camina a través de una planta manufacturera o de ensamble en cualquier parte del mundo, verá lotes de partes que, excepto por diferencias muy pequeñas, son idénticas. Las partes dentro de un lote en particular son exactas, en el sentido de que todas están diseñadas para una función en específico y son intercambiables con relación a dicha función
“Para satisfacer ese propósito específico, dichas partes deben tener "alta calidad". Aunque haya sido simple el escribir la frase "alta calidad" y a pesar de que la mayoría usamos el término "calidad" de una forma en que nosotros pensamos que tiene sentido y es entendible para cualquiera, descubriremos que una definición útil de calidad, no es fácil de desarrollar”. (Brike, B. Y. & Hoyer, R. W. (2001)
La Sociedad Americana de Control Calidad (ASQC) define la calidad como: La totalidad de los rasgos y características de un producto o servicio depende de su habilidad para satisfacer totalmente una necesidad dada; dicho así se interpreta la calidad no solamente mediante la forma, dimensión, tolerancia, ajuste, función material o desempeño del producto, sino también su apariencia, durabilidad, utilidad, contabilidad, mantenibilidad, sostenibilidad, facilidad de reparación o servicio, facilidad de despacho y otras habilidades.
La calidad ha sido parte de la naturaleza humana desde hace bastante tiempo, lacuantificación de la calidad y el establecimiento de estándares formales de calidad son decididamente un fenómeno del siglo XX.
23
La atención sobre la calidad durante las últimas dos décadas, ha creado un mercado global de consumidores enfocados también a la calidad. Piensan que saben lo que significa, que la pueden reconocer cuando la ven y, muy importante, esperan (inclusive demandan) calidad en cada producto y servicio que compran.
PREVENCIÓN EN VEZ DE DETECCIÓN
A través de los años, el enfoque de la función de calidad también ha requerido un cambio en su perspectiva, pasando del punto de vista “detección de defectos” a “prevención”. El enfoque de detección de defectos podría ser ilustrado con el siguiente esquema:
Haz clic para ampliar la imagen
Grafico 1: Enfoque “detección de defectos” a “prevención”. Elaboración propia a partir de (Gutiérrez, H. & De La Vara, R. (2013)
24
En el gráfico tenemos una serie de elementos que influyen en el proceso y obtenemos un resultado de ese proceso, algún producto, y una función de inspección que separa el producto bueno del malo. Con base en lo que se encuentre en el producto malo, podemos ajustar el proceso. Esos productos se retrabajan o se desechan. Desafortunadamente, este enfoque propicia el que haya desperdicio, ya que significa que tenemos que hacer el producto y luego revisar lo que tenemos que hacer para corregirlo. Toma tantos recursos el hacer un mal producto como el producir un producto bien hecho; en el caso del primero, necesitamos regresarnos para repararlo o desecharlo. En este enfoque la energía está concentrada en la inspección masiva, en inspeccionar el producto terminal en lugar del proceso. Así, cuando el producto ha estado saliendo mal, la reacción general que se ha tenido es incrementar la inspección masiva. La energía no se ha concentrado en el proceso, aun cuando ahí fue donde se produjo el producto defectuoso.
Hay muchos aspectos de las empresas en los que se refleja el enfoque a la detección. Con esta apreciación se da la impresión de que la calidad es responsabilidad del departamento de control de calidad y con frecuencia el personal de producción se hace responsable del volumen. La tendencia es mantener líneas rígidas que separan a los departamentos, con lo que no se favorece el trabajo en equipo.
La alternativa diferente que se propone es el enfoque de sistemas llamado prevención de defectos. El enfoque hacia la prevención puede esquematizarse de la siguiente manera:
25
Haz clic para ampliar la imagen
Grafico 2: Esquema prevención de defectos. Elaboración propia a partir de (Gutiérrez, H. & De La Vara, R. (2013)
En la ilustración anterior tenemos algunos insumos (máquinas, materiales, fuerza de trabajo, métodos y medio ambiente), los mismos que teníamos en la detección de defectos y tenemos también algún resultado. Creemos que, al final de cuentas, el enfoque de prevención de defectos significará el reemplazar la inspección masiva que vimos antes, por lo que llamamos verificación del producto. El énfasis aquí no está en la inspección masiva sino en el proceso en sí mismo.
26
Cuando algo sale mal, podemos detectarlo observando el proceso en lugar de esperar a la inspección final. Este esquema puede representar un proceso de oficina o un proceso de manufactura.
El enfoque hacia la prevención reconoce que el resultado de un proceso no va a ser el mismo producto tras producto, parte tras parte; esto significa que existe cierta variación asociada con ese resultado. La variación en el resultado dependerá de las variaciones que se presenten en el equipo, los materiales, los métodos de trabajo, la gente que participe en el proceso y los cambios que se presenten en el medio ambiente.
1.3 GESTIÓN DE LA CALIDAD
Gestión de la calidad: Es el enfoque gerencial de una organización centrado en la calidad, con base en la participación de todos sus miembros.
SISTEMAS DE CALIDAD, NORMAS ISO 9000
La Organización Internacional para la Estandarización es el organismo encargado de coordinar y unificar las normas nacionales. En 1926, veintidós países se reunieron para fundar una federación internacional de comités nacionales de normalización, la International Standardizing Associations (ISA). Este organismo fue sustituido en 1947 por la Internacional Organisation for Standardization (ISO), cuya sede está situada en Ginebra. Cada país miembro está representado por uno de sus institutos de normalización, y se compromete a respetar las reglas establecidas por la ISO relativas al conjunto de las normas nacionales. Esta institución tiene por tarea desarrollar la normalización con carácter mundial.
27
Para tal efecto, publica normas internacionales conocidas como “Normas ISO”, que intentan acercar las normas nacionales de cada estado miembro. La ISO es un organismo consultivo de las Naciones Unidas.
Normas ISO 9000: La familia de normas ISO 9000 es un conjunto de normas de calidad establecidas por la Organización Internacional para la Estandarización (ISO) que se pueden aplicar en cualquier tipo de organización.
Importancia de las normas ISO 9000: Aunque la implantación de tales normas en una empresa supone un duro trabajo, ofrece una gran cantidad de ventajas; los principales beneficios son:
+ Reducción de rechazos e incidencias en la producción o prestación del servicio.
+ Aumento de la productividad.
+ Mayor compromiso con los requisitos del cliente.
+ Mejora continua.
Origen: la familia de normas apareció por primera vez en 1987 teniendo como base una norma estándar británica (BS), y se extendió principalmente a partir de su versión de 1994. Actualmente está en su versión 2008.
Las normas ISO 9000 de 1994 estaban, principalmente, pensadas para organizaciones que realizaban procesos productivos y, por tanto, su implantación en empresas de servicios era muy difícil; por esta razón se sigue en la creencia que es un sistema bastante burocrático.
Con la versión 2008 se consiguió una norma menos burocrática para organizaciones de todo tipo y aplicable en empresas de servicios, incluso en la Administración Pública. La versión actual corresponde al año 2015.
28
¿Qué es y para qué sirve la ISO:9001
Haz clic para ampliar el vídeo
Organismos de control: Para verificar que se cumple con los requisitos de la norma, existen unas entidades de certificación que dan sus propios certificados y permiten el sello. Estas entidades están vigiladas por organismos nacionales que les dan su acreditación
Para la implantación, es muy conveniente que apoye a la organización una empresa de consultoría que tenga buenas referencias y el firme compromiso de la dirección para implantar el sistema, ya que es necesario dedicar tiempo del personal de la empresa
29
para implantar el sistema de calidad.
En Colombia, el único organismo de control es el Instituto Colombiano de Normas Técnicas (ICONTEC), el cual lideró la actualización de las normas de la nueva serie, como corresponde a su calidad de miembro activo de la ISO.
Marco conceptual de la norma: El marco conceptual de cumplimiento debe verificarse para que la organización obtenga la certificación de su Sistema de Gestión de Calidad (SGC).
Una organización que cumple con la ISO 9001:2015 cumple con los requisitos básicos en cuanto a normas de calidad. Si quiere ir más allá y lograr la excelencia, debe cumplir requisitos adicionales; la ISO 9004:2009 establece estos requisitos.
Esta norma es entonces una guía para el éxito sostenido de una organización que quiere ir más allá de los requisitos básicos de calidad de la ISO 9001:2018. La ISO 9004:2018 no es una norma certificable, y su cumplimiento no puede ser exigido por una entidad certificadora.
1.4 ASEGURAMIENTO DE LA CALIDAD
Aseguramiento de calidad: son las actividades realizadas por toda la organización para verificar si los procesos ejecutados aseguran que el producto cumplirá con los estándares de calidad requeridos en un mercado global.
30
Sus propósitos son:
+ Evaluar si los procesos y procedimientos son adecuados y seguidos.
+ Identificar problemas emergentes y recomendar acciones correctivas.
+ Verificar que el proyecto cumple o excede los objetivos.
El aseguramiento de la calidad se puede definir como el esfuerzo total para plantear, organizar, dirigir y controlar la calidad en un sistema de producción con el objetivo de dar al cliente productos con la calidad adecuada. Es simplemente asegurar que la calidad sea lo que debe ser.
El aseguramiento de la calidad consiste en tener y seguir un conjunto de acciones planificadas y sistemáticas, implantadas dentro del sistema de calidad de la empresa. Estas acciones deben ser demostrables para proporcionar la confianza adecuada (tanto a la propia empresa como a los clientes) que se cumplen los requisitos del sistema de la calidad.
1.5 PRINCIPIOS Y VALORES DE LA CALIDAD
Los principios y valores de la calidad son:
+ Orientación hacia el cliente.
+ Respeto por los clientes, considerado como la posibilidad de lograr el desarrollo personal a través del trabajo.
+ Énfasis en los focos vitales (pocos vitales – muchos triviales) principio de Pareto o 20/80.
31
+ Enfoque por procesos.
+ Trabajar con hechos y datos.
+ Ser consciente con la calidad (acuerdo consumidor empresa).
En el gráfico 3 y 4 encontramos aspectos que nos ayudarán a entender los conceptos de calidad total y plena satisfacción del cliente.
1.6 ¿Qué es calidad total?
Haz clic para ampliar la imagen
32
Gráfico 3: Verdadera calidad para el cliente. Elaboración propia a partir de (Gutiérrez, H. & De La Vara, R. (2013)
Haz clic para ampliar la imagen
Grafico 4: Para la satisfacción del cliente no puede olvidarse de 5 elementos fundamentales. Elaboración propia a partir de(Gutiérrez, H. & De La Vara, R. (2013)
33
Calidad total: Es un sistema conceptual dinámico que se inspira en valores de servicio eficiente, que trabaja con datos objetivos y una clara orientación del ciclo de calidad, es un flujo incesante entre clientes y organización. En el siguiente cuadro se expone cómo es entendida la concepción tradicional y moderna de la calidad.
Haz clic para ampliar la imagen
34
1.7 ADMINISTRACIÓN DE LA CALIDAD TOTAL (TQM)
Haz clic para ampliar la imagen
Gráfico 5: Administración de la calidad total. Elaboración propia.
35
La administración total de calidad es una serie de principios a seguir por toda la organización con la prioridad de conseguir calidad y productividad bajo la correcta administración de la compañía. Algunos lo ven como maximizar productividad mientras se minimizan los costos aunque esta percepción ha evolucionado gracias a las herramientas como los 14 puntos de Deming.
La administración total de calidad hace énfasis en los objetivos del negocio principalmente en calidad, políticas, prácticas y filosofías gerenciales que soporten dichos objetivos y aumenten la calidad, ya sea del producto o servicio, enfocándolo al cliente. TQM se observa más que como un concepto como una filosofía, la cual sirve de base para el desarrollo de muchos otros conceptos, desarrollo de herramientas y demás. Si quisiéramos ver a TQM como una sencilla ecuación podríamos encontrar:
Haz clic para ampliar la imagen
36
En tiempos recientes TQM tiene como contraparte entre las teorías administrativas el auge de la alineación estratégica de recursos humanos mostrando como intersección el factor humano de la empresa, pero con la gran diferencia de que TQM incluye como parte de su metodología un análisis en detalle de los procesos, métodos, herramientas, y la constante búsqueda de minimizar costos manteniendo el propósito de maximizar los beneficios.
Para ver esto existe otro modelo en donde se expresa:
Haz clic para ampliar la imagen
En donde DRH se concentra en hacer mensurable el desarrollo del capital humano e intelectual; las organizaciones tienden a convertirse en organizaciones que aprenden,
37
las compañías obtienen mayor posibilidad de generar riqueza a través de su personal; esto atado con desarrollo organizacional producirá un efecto de calidad total. Varios conceptos aparecerán en el plano de la calidad desarrollados bajo la teoría de TQM como lo puede ser:
Modelo de Madurez: El modelo que se observa para alcanzar la madurez de la implantación de un sistema de TQM se muestra a continuación. Este modelo es parte de las prácticas actuales de TQM; sin embargo, hay a través del tiempo, otros modelos que buscaban la implantación exitosa de TQM. El Modelo contiene las siguientes fases:
+ Fase 1: Proceso de mejora: Solucionar un problema conocido.
+ Fase 2: Mejora del sistema: Administración diaria, aseguramiento de calidad, teoría de las fuerzas y manejo estratégico de política.
+ Fase 3: Mejora de producto: Función de entrega de calidad.
Bajo el enfoque de analizar la variación de los productos podemos pensar en la variación como un hecho en la vida, que es aleatorio y misceláneo. Así, un proceso puede producir dos cosas que nos son iguales. En la época de los productos artesanales, esto podría ser valorado como la forma de diferenciarse; en tiempos modernos, en donde la industria es de partes intercambiables y el reemplazo masivo de piezas hace un producto final, el control de la variación es crítica para la satisfacción del cliente.
Dr. Walter Shewhart identificó dos tipos de variación, controlada y no controlada, y sus características.
Variación controlada: Estable, exhibe un patrón constante a través del tiempo. Es resultado de un proceso y puede ser predecible con cierta exactitud. Los procesos pueden ser mejorados dado que las salidas pueden predecirse.
38
Variación no controlada: Hace referencia a cambios a través del tiempo debidoa “causas asignables”. No se puede predecir el resultado de los procesos.
Haz clic para ampliar la interacción
39
1.8 CONTROL
En la terminología Industrial, control es el acto de determinar responsabilidad y autoridad, con el fin de liberar la gerencia de detalles innecesarios, conservando los medios para asegurarse de que los resultados sean satisfactorios.
1.9 CONTROL DE LA CALIDAD
El objetivo del control de la calidad es tratar de proporcionar garantía de calidad para el producto final y asegurar costos óptimos de calidad. Para lograr este objetivo, un
Haz clic para ampliar el vídeo
40
fabricante necesita un programa integrado para el control de calidad del producto, incluyendo los elementos confiables.Subsecuentemente, esta actividad se describe en su totalidad bajo los elementos de trabajo, pero éstos no se deben estructurar para que se espere que todo esto lo haga un ingeniero de Control de Calidad o cualquier organización particular de control de calidad.La Ingeniería de Control Calidad abarca: la planeación, la ejecución, el análisis, el control, la evaluación y el registro de todos los aspectos de calidad, partiendo de la concepción del producto a través de su manufactura, proceso, almacenamiento, distribución, instalación, mantenimiento y reparación hasta el final de su servicio.
Obviamente todas las funciones de una organización industrial tienen responsabilidades específicas para lograr la calidad del producto. Sin embargo, la actividad de control calidad proporciona una forma efectiva para familiarizar a cada supervisor, ingeniero y personal involucrado en el proceso con los costos de calidad específica y completa, capacitándolos para encaminar sus decisiones a la obtención de un producto de costo y calidad óptima. La estadística, el proceso técnico y el conocimiento de producto se combinan en el logro de la meta, un producto de óptima calidad al menor costo posible.
EL CONTROL COMO UN SISTEMA DE RETROALIMENTACIÓN
El control administrativo es esencialmente el mismo proceso básico que se encuentra en los sistemas físicos, biológicos y sociales. Muchos sistemas se controlan a sí mismos mediante la retroalimentación de información que muestra las desviaciones con respecto a los estándares y da origen a los cambios. En otras palabras, los sistemas utilizan parte de su energía para retroalimentar información que compara el desempeño de un estándar e inicia la acción correctiva.
41
Haz clic para ampliar la imagen
Gráfico 6: El control es un sistema de retroalimentación. Elaboración propia.
1.10 PASOS PARA EL CONTROL DE LA CALIDAD
Los pasos para el control de la calidad son 4:
42
Paso 1: Establecimientos de estándares: para los costos de calidad, el funcionamiento y la confiabilidad en el producto.
Paso 2: Estimación de conformidad, comparación de la concordancia entre el producto fabricado y los estándares.
Paso 3: Ejercer acción cuando sea necesario: Aplicar la corrección necesaria cuando se sobrepasen los estándares.
Paso 4: Hacer planes para mejoramiento: Desarrollar un esfuerzo continuado para mejorar los estándares de los costos del comportamiento y de confiabilidad del producto.
El nuevo concepto involucra todas las áreas de la empresa, buscando su integración por medio de objetivos comunes como de la satisfacción completa del consumidor y su participación directa o indirecta en el diseño, niveles de calidad, servicios, garantías, confiabilidad y especificaciones. El propósito del control de la calidad es fijar la calidad normal, mantener y mejorar el nivel de uniformidad y la confiabilidad de la calidad, garantizar y reducir el costo de la fabricación, asegurando el tiempo de entrega; suministrar productos con los cuales esté satisfecho el consumidor, expandir los mercados y aumento de los beneficios. El control de la calidad involucra el proceso total de comercialización, investigación, desarrollo, diseño, producción, transporte, trabajos de instalación, etc.
BENEFICIOS DE UN PLAN DE CONTROL DE CALIDAD
Los beneficios de un adecuado plan de control de calidad en las empresas de hoy son:
43
+ Incremento y racionalización de los mercados existentes, así como apertura de nuevos mercados.
+ Mejor conocimiento de las necesidades del consumidor, las características de los productos y los servicios que espera el cliente.
+ Incremento del nivel de satisfacción del consumidor.
+ Aumento de la confiabilidad de los productos.
+ Reducción de los costos de producción, inspección y ensayo.
+ Incremento de la producción y racionalización de la programación y de las líneas de fabricación.
SIETE FACTORES QUE AFECTAN LA CALIDAD
En la página 45 encontrará como material interactivo una sopa de letras en la cual deberá identificar los siete (7) factores que afectan directamente la calidad.
44
Haz clic para ampliar la interacción
45
PRINCIPIOS DEL CONTROL DE LA CALIDAD
Los principios fundaméntales para el control de calidad del producto son:
Haz clic para ampliar la imagen
46
Los objetivos de calidad deben estar muy bien definidos. El control de calidad debe tener bien determinados sus objetivos, pues dado que la calidad es responsabilidad de todos, puede convertirse en un asunto de nadie.
Para lograr una coordinación por medio del control total de la calidad es recomendable la división de las actividades en torno a cuatro elementos:
Políticas de Calidad: Son los principios que sirven de guía en la labor sobre la calidad del producto.
+ Nivel de calidad de los productos.
+ Responsabilidad legal del producto.
+ Relaciones con el cliente.
+ Relaciones con el proveedor.
+ Relaciones con el personal.
El director o gerente es el responsable de las políticas de calidad; sin embargo, la iniciativa debe partir del departamento de control calidad.
Objetivos de Calidad: Son las metas cuantitativas y específicas hacia las cuales se orientan las actividades con ellas relacionadas.
+ Valores absolutos: Costo por inspección, por defecto.
+ Índices: Costos de desecho, reelaboración, relacionados con el costo de fabricación, tasa de reclamaciones, etc.
+ Fracción defectuosa, inspección final
51
Sistemas de Calidad: Es la red de actividades y procedimientos que deben seguirse en la labor relacionada con la calidad del producto; los sistemas de calidad pueden dividirse en diferentes partes o subsistemas, éstos se deben hacer de acuerdo con las necesidades de cada empresa.
+ Actividades previas a la producción.
+ Especificaciones de calidad.
+ Relaciones con el proveedor.
+ Relaciones con el cliente.
+ Fabricación.
+ Inspección.
+ Auditoría de calidad.
+ Metodología.
+ Realimentación de datos sobre la calidad.
+ Seguridad del producto y responsabilidades legales.
Organización de la Calidad: Debe implantarse una organización adecuada y una división clara de responsabilidades inherentes a las tareas relacionadas con la calidad del producto.
En la figura de la página 51 se detallan los aspectos necesarios para alcanzar una organización de calidad.
Para establecer una organización adecuada para la empresa, se deben tomar en cuenta cinco áreas de actividades y ocuparse de cada una de ellas por separado: Aceptación, Prevención, Mejoramiento, Coordinación y Aseguramiento.
52
Haz clic para ampliar la imagen
1.11 IMPORTANCIA DEL CONTROL DE CALIDAD
Control de la Calidad Total: El control total de la calidad puede definirse como un sistema eficaz para integrar las funciones de una organización en materia de desarrollo de la calidad, mantenimiento y mejora de la calidad en la producción de bienes y servicios a los niveles más económicos y que sean compatibles con la plena satisfacción del consumidor o cliente.
53
Exige la participación de todos los departamentos, su respaldo debe ser por una función gerencial bien organizada cuya área operativa es el control de la calidad.
1.12 DEFECTOS
¿QUÉ ES DEFECTO?
Haz clic para ampliar el vídeo
54
Un defecto es el incumplimiento de una característica de calidad respecto de un límite especificado
Otra ilustre definición de lo que es un defecto, la determina Kahoru Ishikawa, quien dice que un defecto es lo que causa insatisfacción al cliente.
TIPOS DE DEFECTO
Haz clic para ampliar el vídeo
55
En todos los casos posibles deberá construirse el muestrario con defectos situados justo en los límites de aceptación o rechazo.
Haz clic para ampliar la imagen
La variación en los materiales, en las condiciones de la máquina, en los métodos de trabajo y en las inspecciones. Estas variaciones son las causas de los productos defectuosos. Si no existiera ninguna de esas variaciones, todos los productos serían idénticos y no habría variaciones en la calidad y no existiría la ocurrencia de productos defectuosos y no defectuosos.
56
57
Interactividad:
Jean Paul Morán Zabala
Estudiante de Ingeniería de la Calidad
RCEYAD 2022-2023
Juan Pablo Cardona Betancur
Estudiante de Ingeniería de la Calidad
RSCEYAD 2022-2023
Asesor de Interactividad:
César Augusto Rodríguez Ledesma
58
parte ii
LA INSPECCIÓN Y EL CONTROL DE LA CALIDAD
Nelson Florez Ramirez
Andrea Lucía Florez Rendon
Juan Miguel Cogollo Florez
INSPECCIÓN Y CONTROL
Una inspección es una evaluación del producto para verificar si cumple los requisitos de la calidad y decidir a continuación si se acepta o se rechaza.La inspección implica varios elementos:
-Interpretación de los requisitos de calidad: Si se interpretan los requisitos de calidad, éstos pueden estar bien definidos en forma de especificaciones e instrucciones escritas, de dibujos, planos, etc. O pueden ser imprecisos, por ejemplo, haciendo referencia a buenas prácticas de fabricación; en las especificaciones deben incluir información sobre el modo de llevar a cabo la inspección.
-Muestreo: Se extrae de un lote de una cantidad (número de unidades) determinada para un proceso de examen.
-Decisión: Decidir si las características corresponden o no a los requisitos de calidad (y, por lo tanto, su aceptación), resulta sencillo si los requisitos están claramente establecidos. En ese caso se adecuan o no; sin embargo, en algunos casos, la decisión depende de un juicio, por ejemplo, se puede considerar necesario el grado de conformidad.
-Acción: Un tipo de acción es la que determina la decisión de lo que se debe hacer con el producto o el lote: aceptar, rechazar, seleccionar y volver a inspeccionar; otro tipo de acción implica el registro y el informe de los datos obtenidos y un tercero tiene que ver con el proceso de fabricación para volver a preparar, cambiar de herramientas, etc.
60
Que la acción implique o no cambios en el proceso de producción para lograr la conformidad con los requisitos de calidad, es cuestión de control.
2. TIPOS O FORMAS DE INSPECCIONAR
- Inspección de entrada
- Inspección del proceso: tiene por objeto impedir que se fabriquen productos de calidad inaceptable. Proporciona datos para la toma de decisiones sobre el producto (aceptación o rechazo) y también sobre el proceso (parar-seguir). Puede adoptarse en distintas modalidades:
+ Inspección de la primera unidad producida.
+ Inspección volante - muestreo periódico a medida que avanza el lote.
+ Inspección para el operario.
+ Inspección del último artículo producido.
+ Inspección por áreas, el examen se lleva a cabo en áreas de inspección separadas.
- Inspección final
MÉTODOS DE INSPECCIÓN
+ Medición: determinación del valor numérico de una característica.
+ Control: pasa no pasa – uso de calibres de límite fijo para determinar si una característica está por encima o por debajo de un valor determinado.
61
+ Control funcional.
+ Inspección visual.
Haz clic para ampliar la interacción
62
GRADOS DE INSPECCIÓN
Inspección al ciento por ciento: se examina una o más características en todas las unidades del lote.
Inspección por muestreo: se examina una o más características en unas cuantas unidades del lote.
Inspección de control puntual: se examina unas cuantas unidades del lote.
Inspección por muestreo estadístico: se emplean procedimientos basados en la teoría estadística. Los procedimientos proporcionan información acerca del tamaño de la muestra y los criterios de aceptación o rechazo;
el muestreo se hace en forma aleatoria, se considera probabilidad de aceptación.
SEGÚN SU FINALIDAD
Control del proceso.
Inspección para la aceptación: su finalidad es clasificar un lote como aceptable o rechazo. Es preciso entresacar las unidades defectuosas o los lotes con demasiados defectos; puede ser una inspección al 100% o por muestreo.
63
DATOS SOBRE VARIABLES – DATOS SOBRE ATRIBUTOS
Los datos pueden ser sobre variables o sobre atributos. Los datos sobre variables son aquellos que son susceptibles de medición, que pueden asumir un valor a lo largo de un intervalo dado. Los datos sobre atributos son datos sobre una característica que sólo puede asumir ciertos valores señalados.
LA INSPECCIÓN POR VARIABLE
Es necesario realizar mediciones de la característica examinada. Un análisis estadístico de las mediciones determina si un lote debe ser aceptado o si hay que cambiar un proceso de fabricación.
LA INSPECCIÓN POR ATRIBUTO
consiste en clasificar las unidades examinadas como defectuosas o como exentas de defecto. El número de unidades defectuosas (o defecto) es el factor decisivo para aceptar o no el lote.
64
67
Interactividad:
Jean Paul Morán Zabala
Estudiante de Ingeniería de la Calidad
RCEYAD 2022-2023
Juan Pablo Cardona Betancur
Estudiante de Ingeniería de la Calidad
RSCEYAD 2022-2023
Asesor de Interactividad:
César Augusto Rodríguez Ledesma
68
parte iii
REQUERIMIENTOS DEL CLIENTE
Nelson Florez Ramirez
Andrea Lucía Florez Rendon
Juan Miguel Cogollo Florez
3. LAS CARACTERÍSTICAS DE CALIDAD
Las características de calidad se definen como aquellas cualidades o requisitos que debe cumplir un bien o un servicio para satisfacer plenamente las necesidades, expectativas o requerimientos de los clientes o consumidores. Son detectadas a través de una investigación de mercados y pueden ser: forma, tamaño, espesor, temperatura, nivel de llenado de un producto, durabilidad, seguridad, ancho, largo, etc.
3.1 ESPECIFICACIONES DE CALIDAD
Especificaciones de calidad son todos los valores que puede tomar una característica de calidad; estos límites por lo general se establecen de acuerdo con los requisitos del cliente.
Proceso de doble especificación: Hay procesos en los que se tiene una característica de calidad de un producto o variable de salida de un proceso, del tipo valor nominal es mejor, en donde, para considerar que hay calidad las mediciones deben ser iguales a cierto valor nominal o ideal, o al menos tienen que estar con holgura dentro de las especificaciones inferior y superior. Ejemplo:
Usted imprime etiquetas para un proceso de envío. Si las etiquetas son demasiado grandes o demasiadas pequeñas, no se cargan correctamente en una impresora.
70
Haz clic para ampliar la interacción
Proceso con una especificación: Existen procesos cuyas variables de salida tienen una sola especificación, ya sea que se trate de variables del tipo entre más grande mejor, donde lo que interesa es que sean mayores a cierto valor mínimo; o de variables del tipo entre más pequeña mejor, donde lo que se quiere es que nunca excedan cierto valor máximo. Por ejemplo:
Una empresa de productos químicos necesita que un gas inerte tenga al menos 85% de pureza.
El análisis de calidad establece un límite de especificación inferior pero no uno superior, porque mientras mayor sea la pureza, mejor.
71
Haz clic para ampliar la interacción
3.2 TIPOS DE CARACTERÍSTICAS DE CALIDAD
Para efectos de control de la calidad, las características de calidad se denominan variables aleatorias y se clasifican en:
Variables o cuantitativas: Son aquellas que pueden ser medidas con la ayuda de un instrumento de medición como resistencia, dimensiones, temperaturas, pesos, presiones, contenidos de un producto o compuesto químico, etc.
72
Atributos o cualitativas: Son aquellas que no son medibles y, en general, sólo pueden apreciarse a través de los órganos de los sentidos o con base en el conocimiento del producto como color de un empaque, olor, sabor de un producto, un bombillo enciende o no, un eje pasa o no pasa por un agujero patrón.
3.3 VARIACIÓN Y PRINCIPIOS
Haz clic para ampliar la imagen
73
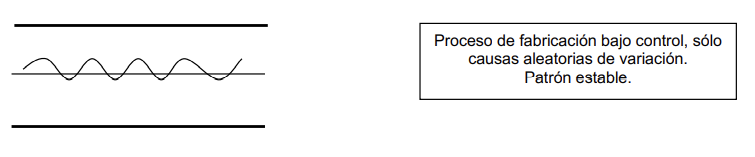
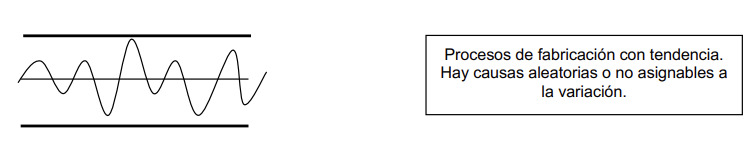
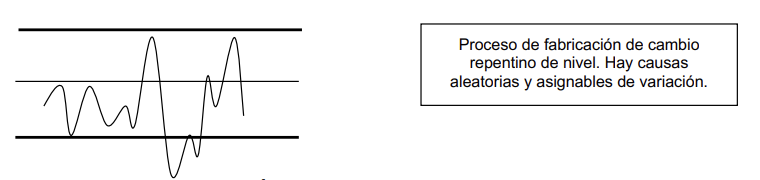
3.5 PATRONES DE VARIACIÓN
74
3.6 CAUSAS DE LA VARIACIÓN
La variación en los procesos productivos obedece a muchos tipos de causa, las cuales se clasifican en:
Causas comunes o ambientales de variación
Las causas comunes de variación, llamadas también ambientales, son aquellas que afectan siempre, y de manera permanente, un proceso productivo. Son muy difíciles de identificar, no tienen mayor incidencia en la calidad del producto.
Generalmente se ha definido el proceso de producción como “conjunto de hombres, máquinas, materias primas, métodos de trabajo, recursos monetarios e instalaciones físicas; previamente ordenadas con el fin de producir un resultado específico”.
Desde el punto de vista estadístico, un proceso es cualquier conjunto de causas que interactúan para producir un resultado, es decir, un proceso es un sistema de causas.
En un proceso, por lo tanto, se presentan resultados fluctuantes cuando se pretende analizar una característica de calidad, Los departamentos técnico y de ingeniería reconocen este hecho, al establecer en una especificación su valor nominal y una tolerancia o valor máximo permisible o un valor mínimo; de esta forma, se refleja la fluctuación que inevitablemente se presenta en los resultados al analizar cualquier característica de calidad generada en los procesos industriales o en la prestación de servicios.
75
Causas asignables de la variación
Además de las causas comunes de variación se presentan otras que pueden comenzar a actuar en un momento determinado con tal fuerza que provoquen alteraciones, ya sea en el promedio o en la desviación estándar o en ambas a la vez. Se trata entonces de causas asignables de variación, responsables directamente de un resultado de calidad no conforme al esperado, si la fluctuación no fuera estable.
Estas causas, en su gran mayoría, pueden ser identificables y eliminadas por los mismos operarios e inspectores y solamente en contadas oportunidades se requiere de experimentación cuidadosamente diseñada para identificar causas especiales o asignables de variación.
Algunos ejemplos de causas de este tipo son:
+ Operario mal entrenado en la operación.
+ Una mala medición por utilizar equipos descalibrados.
+ Un lote de materia prima no conforme a la norma.
+ Maquinaria sin mantenimiento.
+ Mal interpretación de un plano.
+ Cálculo matemático mal elaborado por el estadístico.
+ Graduación inicial errónea de la máquina.
El interés es localizar y eliminar las causas especiales antes de que se elabore un producto defectuoso; por lo tanto, el control de calidad debe entenderse como un sistema eminentemente preventivo y activo, y no clasificatorio y correctivo cuando ya no es posible alguna acción preventiva para evitar mala calidad.
76
3.7 MEDIDORES DE LA VARIACIÓN
CONCEPTOS BÁSICOS
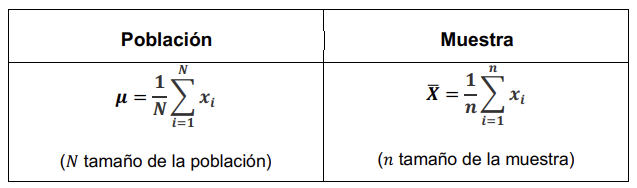
Población: La población se define como la totalidad de valores posibles (mediciones o conteos) de una característica particular de un grupo especificado de objetos. También se define como la totalidad de los individuos u objetos con una o más características comunes sobre los cuales se va a realizar un estudio.
Haz clic para ampliar la interacción
77
Muestra: Parte de la población sobre la cual se llevan a cabo los ensayos o análisis.
Parámetro: Medida numérica que describe una característica de la población.
Estadístico: Medida numérica que describe una característica de la muestra.
Experimento: Prueba cuyo resultado no se puede conocer de antemano y sobre la cual se pueden aplicar las leyes de la probabilidad.
Espacio muestral: Conjunto de todos los posibles resultados de un experimento. Generalmente se denota con la letra S.
Evento: Subconjunto del espacio muestral constituido por una (s) característica (s) o resultado(s) especifico (s) objeto de un estudio particular.
Variable: Una variable es un símbolo tal como :A, X sub-índice 3, U, que sirve para representar un concepto cualquiera: espesor, longitud, PH, amperaje, dureza, blancura, etc.
Variable aleatoria: Para un espacio muestral dado S de algún experimento, una variable aleatoria es cualquier regla que asocia un número con cada resultado en S. En lenguaje matemático, una variable aleatoria es una función cuyo dominio es el espacio muestral y cuyo rango es el conjunto de números reales. Las características de calidad son variables aleatorias.
Variable continua: Aquella que puede asumir un número infinito de valores en un rango; puede asumir valores fraccionarios y es la consecuencia de medir.
78
Variable discreta o discontinua: Aquella que puede asumir un número finito o limitado de valores en un rango. Admite solamente valores enteros y es la consecuencia de contar.
+La media aritmética.
+ La mediana.
+ El modo o moda.
+ La media geométrica.
+ La media armónica.
+ La media cuadrática.
+ La media cúbica.
+ Centro recorrido.
En control de calidad, las medidas más utilizadas son: la media, la mediana y la moda.
La media aritmética: Se define como la suma de todos los valores observados dividido por el número de observaciones (N o n), en el caso de datos no agrupados:
79
La media aritmética es el centro de gravedad de una distribución. La media muestral es un estimador no sesgado de la media poblacional, esto significa que la media de la muestra es equivalente a la media de la población.
Sintaxis en Excel:
= PROMEDIO(número 1; número 2;...)
Fórmulas para datos agrupados:
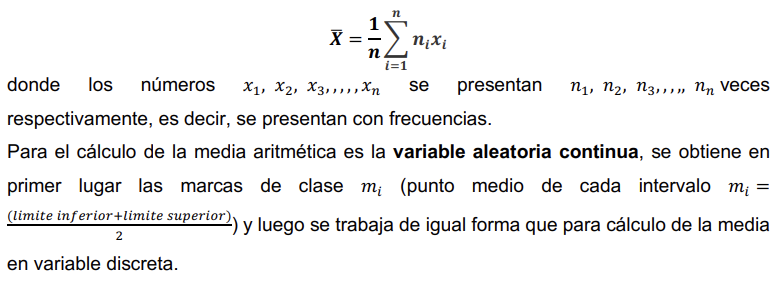
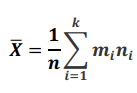
El cálculo de la media aritmética, en variable aleatoria discreta, se define como:
80
Haz clic para ampliar la interacción
81
Observa ejemplos para el cálculo de la media para variable discreta y continua.
Haz clic para ampliar la interacción
82
Medida: tendencia central que es igual al valor que divide a la mitad a los datos cuando son ordenados de menor a mayor. La mediana muestral se obtiene ordenando primero las n observaciones de la más pequeña a la más grande (con cualesquiera valores repetidos incluidos de modo que cada observación muestral aparezca en la lista ordenada). Entonces,

Haz clic para ampliar la interacción
83
En la siguiente escena puedes realizar ejercicios de cálculo de la mediana para caso discreto y del intervalo mediana para el caso continuo.
Haz clic para ampliar la interacción
Moda: Medida de tendencia central de un conjunto de datos que es igual al dato que se repite más veces.
84
En la siguiente escena puedes practicar con el cálculo de la moda para variable discreta. También puedes relacionar el valor modal con el diagrama de barras en cada ejercicio que realices.
Haz clic para ampliar la interacción
85
En la siguiente escena puedes practicar con el cálculo del intervalo modal para variable continua en el caso en que los intervalos tengan la misma amplitud. También en la escena puedes relacionar el valor modal con el histograma de frecuencias absolutas.
Haz clic para ampliar la interacción
86
Medidas de Variabilidad: Además de conocer la tendencia central de un conjunto de datos es necesario saber qué tan diferentes son entre sí, es decir, es preciso determinar su variabilidad o dispersión. Esto es un elemento vital en el estudio de capacidad de un proceso.
Medidas de dispersión: Las medidas de dispersión son aquellas que determinan cómo se acercan o se alejan los datos alrededor de un promedio.
Como medidas de dispersión se consideran:
+ El rango, recorrido, amplitud u oscilación.
+ La varianza.
+ La desviación típica.
+ La desviación media.
+ Coeficiente de variación.
+ La desviación mediana.
+ El puntaje típico o estandarizado.
+ Coeficiente de desviación media.
El rango: denominado también como recorrido, amplitud, oscilación o fluctuación, es un estadígrafo fácil de calcular y de significado muy sencillo. Se calcula tomando la diferencia entre los valores extremos, sin tener en cuenta la repetición o frecuencia de los valores que toma la variable.
87
Cuando el tamaño de la muestra es muy grande, esta medida no es muy utilizada debido a que no expresa mucho con respecto al grupo; sin embargo, cuando el tamaño de la muestra es inferior a 15, tiene mucha importancia práctica para el control estadístico de calidad
Desventajas del rango
+ Cuando existen muchos valores extremos es muy fácil obtener valores distorsionados.
+ No incluye todos los valores.
La varianza: De todas las medidas de dispersión es la más importante, la más conocida y utilizada. Se define como la media aritmética de los cuadrados de las desviaciones con respecto a su media.
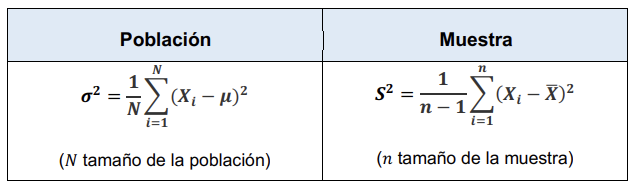
Fórmulas: Datos no agrupados
88
Sintaxis en Excel:
Población = VAR.P (número 1; número 2; ...)
Muestra = VAR.S (número 1; número 2; ...)
Haz clic para ampliar la interacción
89
Propiedades de la varianza
+La varianza siempre es un valor positivo: S² > 0.
+ La varianza de una constante es igual a 0.
+ La varianza de una constante más una variable es igual a la varianza de la variable.
+ La varianza de una constante por una variable es igual a la constante por la varianza de la variable.
Desviación típica: La desviación típica o desviación estándar no es de fácil definición. Las desviaciones estándar de dos distribuciones pueden emplearse como denominador común para comparar la dispersión de dos distribuciones y la representatividad de las dos medias. La palabra desviación significa la diferencia entre el valor individual y el valor medio (la media aritmética). La desviación estándar es la raíz cuadrada de la varianza, en otras palabras, es la raíz cuadrada del promedio de las variaciones cuadráticas con respecto a la media aritmética.
La varianza se expresa siempre en unidades diferentes a las originales, es decir, lavarianza está dada en las unidades originales elevadas al cuadrado, razón por la cual se utiliza la desviación estándar, pues se expresa en las mismas unidades de la variable.
Una forma de apreciar claramente el significado de la desviación estándar como medida de dispersión en torno a la media, es a través de la relación entre ambos estadísticos, la cual está dada por la desigualdad de Chebyshev y la regla empírica.
90
Dos hechos particulares que afirman la desigualdad de Chebyshev son:

En cuanto a la regla empírica se afirma que en muchos de los datos que surgen en la práctica se ha observado por la experiencia que:
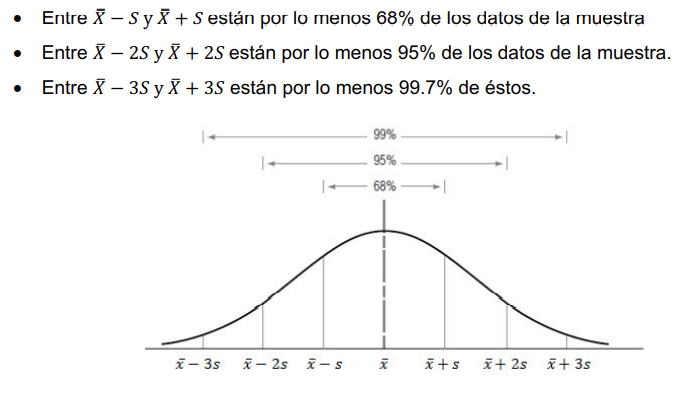
Gráfico 8: Probabilidades especificadas en la regla empírica. Elaboración propia a partir de (Gutiérrez, H. & De La Vara, R. (2013)
91
A veces la desviación típica de los datos de una muestra viene definida con (n) en lugar de (n − 1), porque el valor resultante con (n − 1) representa mejor la desviación estándar de una población de la que se ha tomado una muestra. Para valores de (n) grandes ((n) >30), prácticamente no hay diferencia entre las dos definiciones.
También, cuando se necesita un mejor estimador, se multiplica √S² por √(n)/(n − 1).
Haz clic para ampliar la interacción
92
3.8 DISTRIBUCIÓN DE FRECUENCIAS y 3.9 TIPOS DE DISTRIBUCIÓN DE FRECUENCIA
Haz clic para ampliar la imagen
93
Proceso
Es de anotar que la anterior fórmula es poco usual. En la práctica se determina katendiendo a varios factores tales como: finalidad del estudio, grado de variabilidad de los datos, necesidad de efectuar comparaciones con otros estudios que obligue a mantener los intervalos y su número. Sin embargo, se recomienda que el número de intervalos, hasta donde sea posible, no sea menor que 5 ni mayor que 16.
Para este ejemplo se fija k = 6.
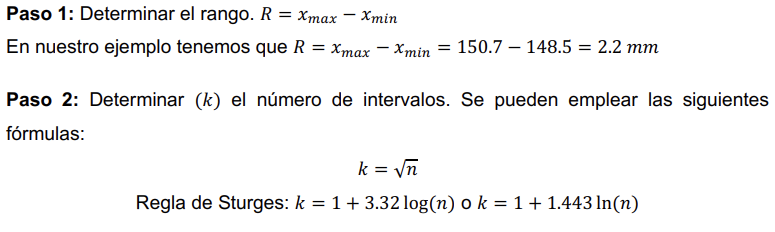
Paso 3: Determinar la amplitud del intervalo (A). Para calcular A se pueden aplicar ciertas fórmulas matemáticas; en la práctica, los intervalos se pueden fijar de acuerdo con el fin que se persigue con la obtención de los datos.
94
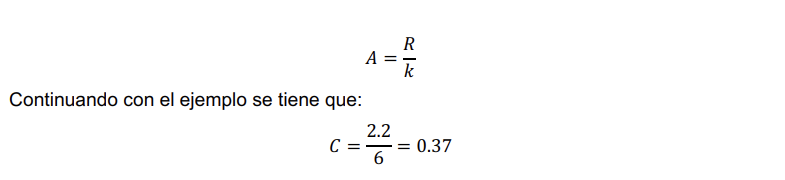
Siempre que el resultado de (A) sea un valor con alguna fracción, por pequeña que ésta sea, debe ser aproximada siempre al valor inmediatamente superior. En el ejemplo, el valor de (A) será de 0.4 debido a que los valores se expresan en décimas de milímetro.
Como (A) = 0.4 el recorrido se aumenta en 0.20, puesto que 0.4 × 6 = 2.40. Este incremento se reparte entre el límite inferior y el límite superior de la siguiente forma:
Límite inferior = 148.5 − 0.1 = 148.4 mm
Límite superior = 150.7 + 0.1 = 150.8 mm
A este límite inferior (148.4) se le comienza a agregar el valor de A, para formar los distintos intervalos. Por convención los intervalos son abiertos en el límite inferior y cerrados en el límite superior
95
La tabla de frecuencias queda de la siguiente forma:
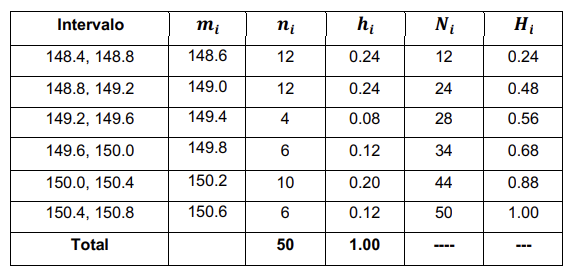
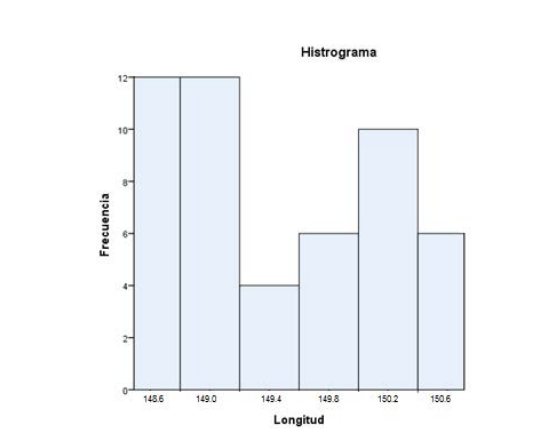
Gráfico 9: Histograma ejemplo: altura del cilindro. Elaboración propia a partir de (Gutiérrez, H. & De La Vara, R. (2013)
96
Pasos en Excel para cargar y activar las herramientas de análisis de datos
Haz clic para ampliar el video
97
3.10 ÍNDICES DE FORMA
Indican la forma de la distribución de frecuencias de los datos.
Coeficiente de asimetría o sesgo:
Haz clic para ampliar el video
98
Sintaxis en Excel para el calculo del coeficente de asimetría y del coeficiente de curtosis:
=CURTOSIS (número 1; número 2; ...)
=COEFICIENTE.ASIMETRIA (número 1; número 2; ...)
99
Interactividad:
Jean Paul Morán Zabala
Estudiante de Ingeniería de la Calidad
RCEYAD 2022-2023
Juan Pablo Cardona Betancur
Estudiante de Ingeniería de la Calidad
RSCEYAD 2022-2023
Asesor de Interactividad:
César Augusto Rodríguez Ledesma
100
parte iv
ESTADÍSTICA APLICADA A LA CALIDAD
Nelson Florez Ramirez
Andrea Lucía Florez Rendon
Juan Miguel Cogollo Florez
Los profesionales de la calidad requieren tanto fundamentos sólidos en las prácticas gerenciales como pericia en las materias técnicas. El hecho de garantizar la calidad de los productos y servicios se logra principalmente con el uso apropiado de herramientas estadísticas eficaces y otras técnicas analíticas para estudiar datos, resolver problemas, diseñar, controlar y mejorar los procesos, y reducir las posibilidades de fallas.
La estadística es la ciencia que estudia la recopilación, la organización, el análisis, la interpretación y la presentación de datos. Es esencial para la calidad y para implementar una filosofía de mejora continua. Los métodos estadísticos ayudan a los gerentes a dar sentido a los datos y conocer la naturaleza de las variaciones en los procesos que manejan. Todos los gerentes, supervisores y trabajadores de producción y administrativos deben contar con ciertos conocimientos sobre los métodos y las aplicaciones básicas de la estadística.
4. DISTRIBUCIONES DE PROBABILIDAD
Las probabilidades asignadas a varios resultados en el espacio muestral determinan a su vez las probabilidades asociadas con los valores de cualquier variable aleatoria Jparticular. La distribución de probabilidad de X dice cómo está distribuida (asignada) la probabilidad total de 1 entre los varios posibles valores de X.
102
TIPOS DE DISTRIBUCIONES DE PROBABILIDAD
Haz clic para ampliar el video
MEDIA O VALOR ESPERADO DE UNA VARIABLE ALEATORIA
En la sesión 3.7 estudiamos la media muestral, que es la media aritmética de los datos. Ahora, si una distribución es un buen modelo para una variable aleatoria, entonces a través de ella se encuentran las principales características del sistema (población o proceso), tales como su medida de tendencia central y variabilidad.
103
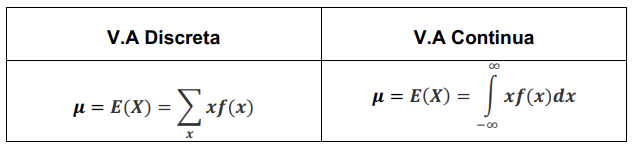
Sea X una variable aleatoria con distribución de probabilidad f(x). La media o valor esperado de X es:
VARIANZA DE VARIABLES ALEATORIAS
La media o valor esperado de una variable aleatoria X es de especial importancia en estadística porque describe en dónde se centra la distribución de probabilidad. Sin embargo, la media por sí misma no ofrece una descripción adecuada de la forma de la distribución. También se necesita clasificar la variabilidad en la distribución. En el gráfico 13 tenemos los histogramas de dos distribuciones de probabilidad discretas con la misma media u = 2, pero que difieren de manera considerable en la variabilidad o dispersión de sus observaciones sobre la media.
104
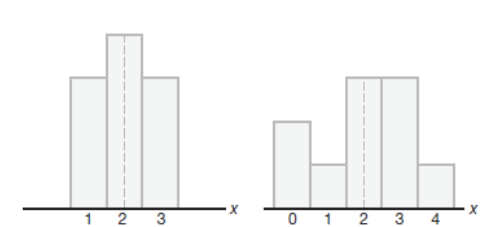
Gráfico 13: Distribuciones con medias iguales y varianzas diferente. Elaboración propia a partir de Gutiérrez, H. & De La Vara, R. (2013)
La medida de variabilidad más importante de una variable aleatoria X es la varianza. Sea X una variable aleatoria con distribución de probabilidad f(x) y media u. La varianza de Xes:

Una fórmula alternativa que se prefiere para calcular (Sigma)², que a menudo simplifica los cálculos es:

105
La desviación estándar ¬ de una variable aleatoria se define como Sigma = √(Sigma)².
Ejemplo (media y varianza variable aleatoria discreta): Seis lotes de componentes están listos para ser enviados por un proveedor. El número de componentes defectuosos en cada lote es como sigue:

Uno de estos lotes tiene que ser seleccionado al azar para ser enviado a un cliente particular. Sea X el número de componentes defectuosos. Halle la función de distribución de probabilidad y el valor esperado de X.
La v.a X = número de componentes defectuosos, toma los valores de 0,1 y 2.
La función de distribución de X esta dada por:

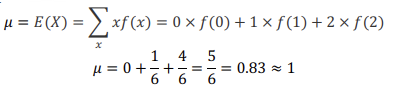
El valor esperado de X es:
106
La varianza de X es:

El número promedio de componentes defectuosos es 0.83. Éste es un valor promedio de los datos, aunque no es un resultado posible de {0, 1, 2}. Por lo tanto, un promedio no es necesariamente un resultado posible del experimento
Ejemplo (media y varianza variable aleatoria continua): La demanda semanal de una bebida para una cadena local de tiendas de abarrotes, en miles de litros, es una variable aleatoria continua X que tiene la siguiente densidad de probabilidad:
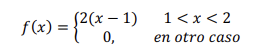
La media y la varianza de X son:
Y

107
Por lo tanto
4.1 DISTRIBUCIONES DISCRETAS DE PROBABILIDAD
DISTRIBUCIÓN BINOMIAL
Algunos experimentos consisten en la observación de una secuencia de intentos idénticos e independientes, cada uno de los cuales puede resultar en una de dos salidas. Cada artículo que sale de la línea de producción de manufacturas es defectuoso o no defectuoso, cada disparo en una secuencia de tiros a un blanco puede resultar en un acierto o no acierto.
Un experimento binomial presenta las siguientes propiedades:
+ Consiste en un número fijo, n, de pruebas idénticas.
+ Cada prueba resulta en uno de los dos resultados: éxito, S, o fracaso F.
+ La probabilidad de éxito en una sola prueba es igual a algún valor p y es igual de una prueba a la otra. La probabilidad de fracaso es igual a q = 1 − p.
+ Las pruebas son independientes.
+ La v.a de interés es X = número de éxitos observados durante las n pruebas.
108
Ejercicio Distribución Binomial: Manipula la siguiente escena cambiando los controles, conjeturando y comprobando sobre los canales de más o menos probabilidad. Cambia también el control que en principio aparece con valor por defecto de 1/21/2
Haz clic para ampliar la interacción
109
Es frecuente que en control de calidad se den variables del tipo “pasa, no pasa” y se suele llamar “éxito” al resultado con connotación negativa de los dos posibles, dado que el interés de un estudio se enfoca directamente a investigar cómo reducir la ocurrencia de éstos.
La v.a X, que es igual al número de éxitos en n ensayos, tiene una distribución binomial b (n, p), la función de distribución f(x) de X está dada por:

donde:
f(x) = probabilidad de f éxitos en n ensayos.
n = número de ensayos.
Si X es una variable aleatoria con distribuciónb (n, p), entonces su media y varianza son:

110
Ejemplo: Suponga que un lote de 5000 fusibles eléctricos contiene 5% de piezas defectuosas. Si se prueba una muestra de 5 fusibles, encuentre la probabilidad de hallar al menos uno defectuoso.
Éxito: fusible defectuoso. p = 0.05 y n = 5.

Hay una probabilidad más bien grande, del 22.6%, de ver al menos un fusible defectuoso, aun cuando la muestra sea muy pequeña
Sintaxis en Excel para el cálculo de probabilidades con la distribución binomial:
=DISTR.BINOM.N (num.éxitos; ensayo; prob_éxito; acumulado)
En esta función, núm:éxitos desempeña el papel de X y prob_éxito es lo mismo que p Si acumulado se establece como VERDADERO (se pone 1), entonces esta función proporcionará la función de probabilidad acumulada f(x); de otro modo, el valor predeterminado es FALSO (se pone 0), y proporciona valores de la función de masa de probabilidad f(x).
111
Haz clic para ampliar la interacción
En la siguiente escena puedes observar las representaciones gráficas de distintas distribuciones binomiales. Puedes cambiar los valores de la binomial que coinciden con los controles "n" y "p".
112
DISTRIBUCIÓN POISSON
Se suele usar la distribución de probabilidad para estimar el número de veces que sucede un hecho determinado (ocurrencias) en un intervalo de tiempo o de espacio.
Por ejemplo, en control de calidad es común evaluar variables como: número de defectos por artículo, número de defectos por metros de cable, número de defectos por metro cuadrado de material, número de impurezas en un líquido de 1000 cc, número de fallas semanales de una máquina, etc. Si se satisfacen las siguientes condiciones:
+ La probabilidad de ocurrencia es la misma para cualesquiera dos intervalos de la misma magnitud.
+ La ocurrencia o no-ocurrencia en cualquier intervalo es independiente de la ocurrencia o no-ocurrencia en cualquier otro intervalo.
La variable aleatoria X = número de ocurrencias por unidad de medida, tiene una distribución de Poisson con función de probabilidad f(x) dada por:
donde:
f(x) = probabilidad de x ocurrencias por unidad de medida
113

Haz clic para ampliar la interacción
114
Sintaxis en Excel para el cálculo de probabilidades con la distribución Poisson:
=POISON.DIST (x; media; acumulado)
Si acumulado se establece como VERDADERO, entonces esta función proporcionará la función de probabilidad acumulada F(x); de otro modo, el valor predeterminado es FALSO, y proporciona valores de la función de masa de probabilidad f(x).
4.2 DISTRIBUCIONES CONTINUAS DE PROBABILIDAD
DISTRIBUCIÓN NORMAL
Hasta ahora las dos distribuciones que se han estudiado son ejemplo de distribuciones de probabilidad discretas, pero ahora se estudiarán las distribuciones de probabilidad continúas en las cuales la variable puede tomar cualquier valor de un rango dado.
Una de las distribuciones de probabilidad más importante es la distribución de Gauss, mencionado en honor a su inventor.
Hay dos razones básicas por la cual esta distribución ocupa un lugar prominente en la estadística:
+ Tiene ciertas propiedades que la hacen aplicable a un gran número de situaciones en las que es necesario obtener inferencias a partir de muestras.
115
+ Se ajusta fácilmente a las distribuciones de frecuencia observadas de muchos fenómenos, incluyendo características humanas (como por ejemplo peso, edad, alturas, coeficientes de inteligencias), resultados de procesos físicos (dimensiones, resistencia a la tensión, nivel de llenado de un recipiente, tiempo de duración de un producto, etc.).
Características de la distribución normal:
La forma general de la curva normal está dada por la fórmula de la función de densidad.

donde:


Al observar la curva se encuentra que:
116
En la siguiente escena puedes manipular los controles para observar el comportamiento de la gráfica de la distribución normal cuando cambias la media y la desviación típica de la misma.
Haz clic para ampliar la interacción
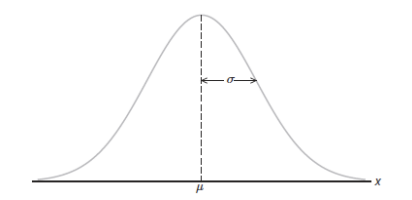
+ La curva normal tiene un pico único y tiene forma de campana.
+ La media o valor esperado de la distribución normal queda en el centro de la curva normal, es decir, la función o curva de densidad normal es simétrica con respecto a u.
+ Las colas de la distribución normal se extienden indefinidamente y nunca tocan el eje horizontal.
+ Al variar u la curva normal se desplaza a lo largo del eje de las X sin afectar su forma.
+ Al cambiar Sigma la curva se estira o se achata, sin afectar u.
117
+ Las colas de la distribución normal se extienden indefinidamente y nunca tocan el eje horizontal.
+ Al variar u la curva normal se desplaza a lo largo del eje de las X sin afectar su forma.
+ Al cambiar Sigma la curva se estira o se achata, sin afectar u.
Para definir exactamente una curva normal, en particular, sólo se necesitan conocer dos parámetros: La media (u) y la desviación estándar (Sigma).
Ahora se analizarán varias distribuciones de probabilidad normal con diferentes valores de (u) y de (Sigma) con los cuales se conocerá su comportamiento.
Área bajo la curva normal
Independiente de cuáles son los valores de (u) y (Sigma) para una distribución de probabilidad normal, el área bajo la curva es igual a 1.00, así que las áreas bajo la curva normal se deben considerar como valores de probabilidad.
En el caso de una variable con distribución normal, la desviación estándar (Sigma) es una medida de especial significación ya que las probabilidades asociadas con la variable X ~ N (U; Sigma) dependen de la distancia expresada en desviaciones estándar de cada valor de X con respecto a la media.
La probabilidad de que X esté dentro de los límites de especificación a 1, 2, 3 y 3,5 veces (Sigma), se resumen en la siguiente tabla.
118
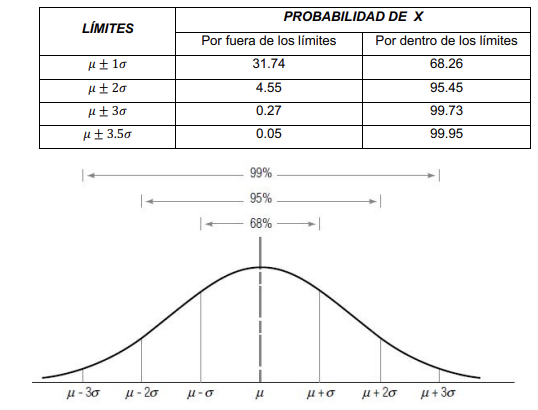
Gráfico 10: Límites comúnmente usados en relación con la curva normal.. Elaboración propia a partir de Gutiérrez, H. & De La Vara, R. (2013)
Esta característica de la distribución normal es de gran aplicación en el desarrollo de los gráficos de control como se verá más adelante.
Pero no siempre se tendrán intervalos de exactamente 1, 2 y 3 (Sigma), para ello se pueden usar tablas estadísticas construidas precisamente para estos casos. Ellas indican la posición del área bajo la curva normal que está contenida dentro de cualquier número de desviaciones estándar a partir de la media.
119
Obtención de probabilidades con la curva normal
Haz clic para ampliar la interacción
Existen muchos tipos de programas estadísticos que sirven para calcular el área bajo la curva normal. La dificultad que se enfrenta al resolver las integrales de funciones de densidad normal exige tabular las áreas de la curva normal para una referencia rápida. Sin embargo, sería inútil tratar de establecer tablas separadas para cada posible valor de (u) y (Sigma).
120
Por fortuna, podemos transformar todas las observaciones de cualquier variable aleatoria normal X en un nuevo conjunto de observaciones de una variable aleatoria normal Z con media (u) = 0 y varianza (Sigma)² = 1. Esto se puede realizar mediante la transformación
La distribución de una variable aleatoria normal con media (u) = 0 y varianza (Sigma)² = 1 se llama distribución normal estándar.
Haz clic para ampliar la interacción
121
En las siguientes escenas puedes observar lo que ocurre al tipificar una variable. Puedes calcular probabilidades de distribuciones normales distintas a la N(0,1), además puedes elegir entre cálculo de probabilidades a la izquierda, (barrido izquierda), cálculo de probabilidades a la derecha, (barrido derecha) o cálculo de probabilidades entre dos valores, (barrido de una franja).
Haz clic para ampliar la interacción
Probabilidades a la izquierda mediante tipificación
122
Haz clic para ampliar la interacción
Probabilidades a la derecha mediante tipificación
Sintaxis en Excel para el cálculo de probabilidades con la distribución normal:
=DISTR.NORMAL.N (x; media; desviación estandar; verdadero)
Calcula la probabilidad acumulativa f(x)= P (x menor o igual x) .
123
Haz clic para ampliar la interacción
4.3 LA DISTRIBUCIÓN NORMAL COMO APROXIMACIÓN DE LA BINOMIAL
La distribución normal a menudo es una buena aproximación a una distribución discreta cuando la última adquiere una forma de campana simétrica. Desde un punto de vista teórico, algunas distribuciones convergen a la normal a medida que sus parámetros se aproximan a ciertos límites .
124
Haz clic para ampliar la interacción
Teorema 4.4.1.
Si X es una variable aleatoria binomial con media u = np y varianza (Sigma)² = npq, entonces la forma limitante de la distribución de
Conforme n → ∞, es la distribución normal estándar N(0,1).
125
Ejemplo: Un proceso produce 10% de artículos defectuosos. Si se seleccionan al azar 100 artículos del proceso, ¿cuál es la probabilidad de que el número de defectuosos sea máximo 13?
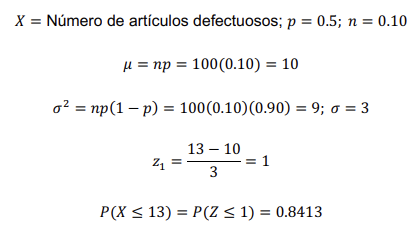
La probabilidad de que el número de artículos defectuosos en el proceso sea máximo 13 es del 84.13%.
4.4 VERIFICACIÓN DE LA NORMALIDAD
Un supuesto, en muchos procedimientos, es que ciertos datos proceden de una distribución normal. Existen muchas pruebas para verificar la normalidad, entre las que se encuentran las siguientes: Ji-cuadrada para bondad de ajuste, Kolmogorov, Shapiro-Wilks y Anderson-Darling. Casi cualquier sistema computacional estadístico incluye una o varias de estas pruebas.
126
Haz clic para ampliar el video
En particular, uno de los métodos gráficos de mayor uso, es la gráfica de probabilidad o el Q-Q plot, éstos son procedimientos que permiten determinar en forma visual si los datos muestrales se ajustan a una distribución específica. Si la distribución propuesta describe de manera adecuada los datos, los puntos en la gráfica tenderán a ubicarse a lo largo de una línea recta, pero si los puntos se desvían de manera significativa de una línea recta, entonces eso será evidencia de que los datos no siguen tal distribución. El hecho de que los datos se ajusten o no a una línea recta para concluir que siguen o no la distribución especificada es una decisión subjetiva, pero con frecuencia la gráfica resulta un procedimiento suficiente para tomar la decisión correcta. En situaciones no claras en la alineación de los puntos es posible aplicar alguna de las pruebas analíticas antes mencionadas. En el gráfico 22 se muestran diferentes conjuntos de datos; la distribución normal no ajusta de manera adecuada los datos en el caso de simetría positiva o negativa.
127
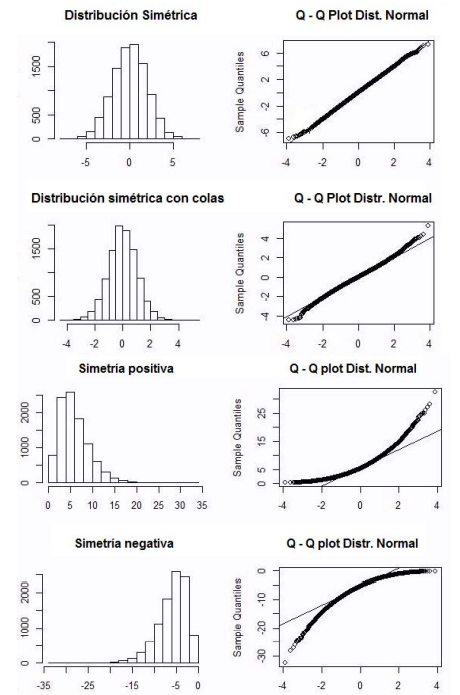
Gráfico 11: Interpretación del gráfico Q-Q Plot. Elaboración propia a partir de Gutiérrez, H. & De La Vara, R. (2013)
128
129
Interactividad:
Jean Paul Morán Zabala
Estudiante de Ingeniería de la Calidad
RCEYAD 2022-2023
Juan Pablo Cardona Betancur
Estudiante de Ingeniería de la Calidad
RSCEYAD 2022-2023
Asesor de Interactividad:
César Augusto Rodríguez Ledesma
130
parte v
ÍNDICES DE CAPACIDAD DEL PROCESO
Nelson Florez Ramirez
Andrea Lucía Florez Rendon
Juan Miguel Cogollo Florez
5. ANÁLISIS DE CAPACIDAD DE PROCESOS
El análisis de la capacidad del proceso consiste en comparar la variación real del proceso con sus especificaciones y su ubicación con respecto al valor nominal de una determinada característica de calidad. Este análisis se basa en la estimación de índices de capacidad de proceso (en adelante, ICP). Las ICP son expresiones cuantitativas de la capacidad de garantizar que los productos cumplan con los límites de especificación determinados por los clientes o los diseñadores: Límite de especificación inferior (LIE) y Límite superior de especificación (LSE).
5.1 ÍNDICES DE CAPACIDAD PARA PROCESOS BAJO NORMALIDAD
Los procesos tienen variables de salida o de respuesta, las cuales deben cumplir con ciertas especificaciones a fin de considerar que el proceso está funcionando de manera satisfactoria. Evaluar la habilidad o capacidad de un proceso consiste en conocer la amplitud de la variación natural de éste para una característica de calidad dada, lo cual permitirá saber en qué medida tal característica de calidad es satisfactoria.
Para considerar que hay calidad (cumple con las especificaciones), las mediciones deben ser iguales a cierto valor nominal o ideal (T), o al menos tienen que estar con holgura dentro de las especificaciones inferior (LIE) y superior (LSE).
132
Índice Cp
Indicador de la capacidad potencial del proceso que resulta de dividir el ancho de las especificaciones (variación tolerada) entre la amplitud de la variación natural del proceso.
Haz clic para ampliar el video
Índices Cpi, Cps y Cpk
Una desventaja del índice Cp es que no toma en cuenta el centrado del proceso, debido a que en las fórmulas para calcularlo no se incluye de ninguna manera la media del proceso u
133
Una forma de corregir esto consiste en evaluar por separado el cumplimiento de la especificación inferior y superior, a través del índice de capacidad para la especificación inferior Cpi, y el índice de capacidad para la especificación superior Cps, respectivamente, los cuales se calculan de la siguiente manera:
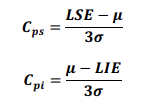
Haz clic para ampliar el video
134
El índice Cpk, que se conoce como índice de capacidad real del proceso, es considerado una versión corregida del Cp que sí toma en cuenta el centrado del proceso. Existen varias formas equivalentes para calcularlo, una de las más comunes es la siguiente:
+ El índice Cpk siempre va a ser menor o igual que el índice Cp. Cuando son muy próximos, eso indica que la media del proceso está muy cerca del punto medio de las especificaciones, por lo que la capacidad potencial y real son similares.
+ Si el valor del índice Cpk es mucho más pequeño que el Cp, significa que la media del proceso está alejada del centro de las especificaciones. De esa manera, el índice Cpk estará indicando la capacidad real del proceso, y si se corrige el problema de descentrado se alcanzará la capacidad potencial indicada por el índice Cpk.
+ Cuando el valor del índice Cpk > 1.25 en un proceso ya existente, se considerará que se tiene un proceso con capacidad satisfactoria, mientras que para procesos nuevos se pide que Cpk > 1.45.
+ Es posible tener valores del índice Cpk iguales a cero o negativos; ellos indican que la media del proceso está fuera de las especificaciones.
índice K
Un aspecto importante en el estudio de la capacidad de un proceso es evaluar si la distribución de la característica de calidad está centrada con respecto a las especificaciones; el índice K es un indicador de qué tan centrada está la distribución de
135
un proceso con respecto a las especificaciones de una característica de calidad dada. Se calcula de la siguiente manera:
La interpretación usual de los valores de K es como sigue:
+ Si el signo del valor de K es positivo significa que la media del proceso es mayor al valor nominal y será negativo cuando u > T.
+ Valores de K menores a 20% en términos absolutos se consideran aceptables, pero a medida que el valor absoluto de K sea más grande que 20%, indica un proceso muy descentrado, lo cual contribuye de manera significativa a que la capacidad del proceso para cumplir especificaciones sea baja.
+ El valor nominal T es la calidad objetivo y óptima; cualquier desviación con respecto a este valor lleva un detrimento en la calidad. Por ello, cuando un proceso esté descentrado de manera significativa se deben hacer esfuerzos serios para centrarlo, lo que por lo regular es más fácil que disminuir la variabilidad
136
índice Cpm (índice Taguchi)
Haz clic para ampliar el video
índice de fracción defectuosa
Se define como:

137
5.2 ÍNDICES DE CAPACIDAD PARA PROCESOS NO NORMALES
Los índices de capacidad discutidos anteriormente son sensibles a la falta de normalidad de los datos utilizados para calcularlos. Esto significa que pueden estar subestimando o sobrestimando la capacidad verdadera, dependiendo de la manera en que la distribución de los datos no se aproxima al patrón de la distribución normal. En la práctica existen variables de interés que no siguen tal patrón, de aquí la importancia de conocer técnicas que permitan estimar de manera más confiable la capacidad de procesos en estas situaciones.
Se han propuesto algunas modificaciones de ICP tradicionales cuando la distribución de datos de las características de calidad no es normal. (Kotz y Johnson (1993)
(Clements (1989)
138

Donde Xq es el q n-ésimo percentil de la distribución no normal
En los últimos años hay aplicaciones del análisis de capacidad considerando procesos con datos difusos y que no siguen una distribución normal; para el cálculo de los índices de capacidad se integran técnicas metaheuristicas para la estimación de los parámetros de la distribución y lógica difusa. (Sierra et al. (2019)
139
Interactividad:
Jean Paul Morán Zabala
Estudiante de Ingeniería de la Calidad
RCEYAD 2022-2023
Juan Pablo Cardona Betancur
Estudiante de Ingeniería de la Calidad
RSCEYAD 2022-2023
Asesor de Interactividad:
César Augusto Rodríguez Ledesma
140
parte vi
CONTROL ESTADÍSTICO DEL PROCESO
Nelson Florez Ramirez
Andrea Lucía Florez Rendon
Juan Miguel Cogollo Florez
6. GRÁFICOS DE CONTROL: HERRAMIENTAS PARA EL CONTROL DEL PROCESO
Haz clic para ampliar el video
142
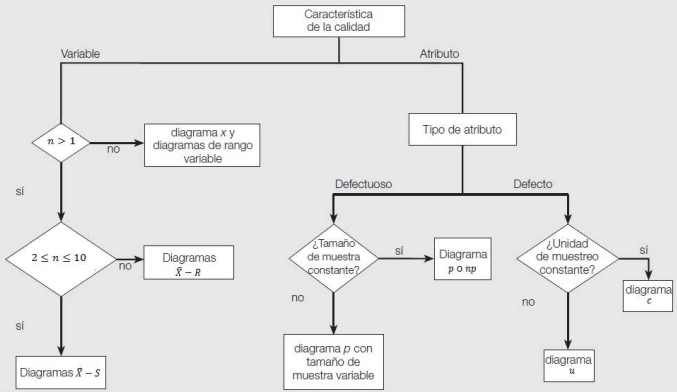
Haz clic para ampliar la imagen
Gráfico 12: ¿Cómo seleccionar el gráfico de control adecuado? Elaboración propia a partir de Gutiérrez, H. & De La Vara, R. (2013)
143
6.1 CARTAS DE CONTROL POR VARIABLES
6.1.1 GRÁFICAS DE CONTROL (X-R): Las gráficas de control por variables son una herramienta poderosa que puede utilizarse cuando se dispone de mediciones de los resultados de un proceso. El diámetro de un cojinete en mm, el esfuerzo de cierre de una puerta en lb, o el torque de un tornillo en lb/pie, son algunos ejemplos típicos de aplicación; las gráficas de control por variables más conocidas son las gráficas de control (X-R).
Las gráficas de control por variables son particularmente útiles por varias razones:
+ La mayoría de los procesos y sus resultados tienen características que son medibles, por lo que su aplicación potencial es amplia.
+ Un valor medible (por ejemplo, “el diámetro es 16.45 ,,”) contiene más información que una simple afirmación de si – no (por ejemplo, “la pieza está dentro de la tolerancia”).
+ A pesar de que el costo en la medición precisa de una pieza es mayor que el de establecer simplemente si la misma está bien o no, como se requieren menos piezas para obtener más información en el proceso, en algunos casos los costos totales de inspección pueden ser menores.
+ Debido a que se requiere medir una menor cantidad de piezas para tomar decisiones confiables, el periodo de tiempo entre la producción de las piezas y la acción correctiva puede ser acortado significativamente.
144
Veamos cómo se elabora una carta de control (X-R)
Haz clic para ampliar el video
6.1.1 GRÁFICAS DE CONTROL (X-S): Cuando con un gráfico (X-S) se quiere tener mayor potencia para detectar cambios pequeños en el proceso, se incrementa el tamaño de subgrupo n. Pero si n < 10, la carta de rangos ya no es eficiente para detectar cambios en la variabilidad del proceso, y en su lugar se recomienda utilizar la carta S, en la que se grafican las desviaciones estándar de los subgrupos.
145
Veamos cómo se elabora una carta de control (X-S)
Haz clic para ampliar el video
La estimación de Sigma, basada en la desviación estandar, modifica la forma de obtener los límites de control en la carta X barra.
Interpretación de los límites de control en una carta S: Estos límites reflejan la variación esperada para las desviaciones estándar de muestras de tamaño n, mientras el proceso no tenga cambios importantes y, por lo tanto, son útiles para detectar cambios significativos en la magnitud de la variación del proceso.
146
6.1.2 GRÁFICAS DE CONTROL PARA VALORES INDIVIDUALES Y RANGO MÓVIL:
Haz clic para ampliar el video
6.2 INTERPRETACIÓN DEL CONTROL DE PROCESOS
La señal de que se ha detectado una causa especial de variación (o señal de que hay un cambio especial en el proceso), se manifiesta cuando un punto cae fuera de los límites de control, o cuando los puntos graficados en la carta siguen un comportamiento no aleatorio (por ejemplo, una tendencia ascendente, un movimiento cíclico, etc.). Por el contrario, la carta indica que es un proceso estable (bajo control estadístico), cuando sus puntos caen dentro de los límites de control y fluctúan o varían de manera aleatoria (con una apariencia errática, sin un orden) a lo ancho de la
147
carta, con tendencia a caer cerca de la línea central. Para facilitar la identificación de patrones no aleatorios, lo primero que se hace es dividir la carta de control en seis zonas o bandas iguales, cada una con amplitud similar a la desviación estándar del estadístico Ó que se gráfica, como en el siguiente gráfico.
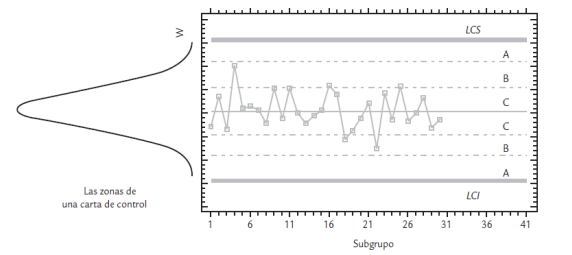
Haz clic para ampliar la imagen
Gráfico 13: Zonas de un gráfico de control. Elaboración propia a partir de (Gutiérrez, H. & De La Vara, R. (2013)
En el siguiente video se explica la interpretación del control de procesos mediante las cartas de control con ejemplos.
148
Haz clic para ampliar el video
6.3 INTERPRETACIÓN DE CAPACIDAD DEL PROCESO
Haz clic para ampliar el video
149
6.4 CARTAS DE CONTROL POR ATRIBUTOS
+ Son potencialmente aplicables a cualquier proceso.
+ Los datos están a menudo disponibles.
+ Son rápidos y simples de obtener.
+ Son frecuentemente usados en los informes a la gerencia.
+ Pueden ayudar a dar prioridad a las áreas con problema.
+ Son fáciles de interpretar.
Tipos de gráficas de control por atributos:
+ n: Proporción de defectos.
+ np: número de defectuosos.
+ c: número de defectos.
+ u: defectos por unidad.
A pesar de que las gráficas de control por variables (X-R) son la más conocidas, se han desarrollado versiones para el caso de atributos. Los datos por atributos tienen sólo dos posibilidades (conforme / no conforme, pasa / no pasa, sirve o no sirve, presente / ausente), pero pueden ser contados para registro y análisis. Como ejemplo se pueden mencionar la presencia de una etiqueta requerida, la instalación de los tornillos especificados, la presencia de salpicaduras de soldadura o la continuidad de un circuito eléctrico. Las gráficas de control por atributos son importantes por las siguientes razones:
150
- Las operaciones medidas por atributos existen en cualquier proceso de manufactura o ensamble, por lo que estas técnicas de análisis son muy útiles.
- Los datos por atributos están disponibles en múltiples situaciones siempre que exista inspección, listados de reparaciones, material seleccionado o rechazado, etc. En estos casos no se requiere gasto adicional de búsqueda de datos, sólo el trabajo de incorporarlos a la gráfica de control.
- Cuando se requiere obtener datos, la información por atributos es generalmente rápida, barata de obtener y con medios simples (pasa / no pasa); no necesita de personal especializado.
- Muchos de los datos presentados a la gerencia, en forma de resúmenes, es del tipo de atributos y se puede beneficiar con el análisis de gráficas de control. Ejemplos: Desarrollo del departamento en cuanto al número de unidades “OK de primera vuelta” (First Run Capability), índices de desecho (Scrap), auditorias de calidad y rechazo de materiales.
- Al introducir las gráficas de control en las plantas, es importante dar prioridades a las áreas con problemas y utilizarlas donde más se necesiten. El uso de las gráficas de control por atributos en las áreas claves de control de calidad indica cuáles son los procesos que requieren un análisis más detallado, incluyendo la posibilidad de utilizar gráficas de control por variables.
- Finalmente, las gráficas de control por atributos son más fáciles de construir e interpretar que las gráficas por variables.
151
Los criterios de aceptación al utilizar gráficas de control por atributos deben estar claramente definidos y el procedimiento para decidir si esos criterios se están alcanzando es producir resultados consistentes a través del tiempo. Este procedimiento consiste en definir operacionalmente lo que se desea medir. Una definición operacional consiste en:
+ Un criterio que se aplica a un objeto o a un grupo.
+ Una prueba del objeto o del grupo, y
+ Una decisión, sí o no: El objeto o el grupo alcanza o no el criterio.
Si, por ejemplo, queremos medir a través de una gráfica por atributos si la superficie de los vehículos está o no libre de suciedad, necesitaremos definir claramente qué es suciedad y requeriremos probar si los inspectores están de acuerdo o no con esta definición.
Una vez que está definida operacionalmente la especificación, cuando se esté midiendo, en la gráfica de control si la superficie de los vehículos está o no libre de suciedad, podrá decidirse fácilmente si se alcanza o no el criterio en la superficie revisada.
Las próximas cuatro sub-secciones cubren los fundamentos de las principales formas de gráficas de control por atributos:
- La gráfica p para porcentaje de unidades defectuosas (para tamaños de muestra no necesariamente constantes).
152
- La gráfica c para número de defectos (para tamaño de muestras constantes).
- La gráfica u para número de defectos por unidad (para tamaños de muestras no necesariamente constantes).
6.4.1 CARTA p PARA PORCENTAJE DE UNIDADES DEFECTUOSA
La gráfica p mide la fracción defectuosa o sea las piezas defectuosas en el proceso. Se puede referir a muestras de 75 piezas, tomada dos veces por día; 100% de la producción durante una hora, etc. Se basa en la evaluación de una característica (¿se instaló la pieza requerida?) o de muchas características (¿se encontró algo mal al verificar la instalación eléctrica?). Es importante que cada componente o producto verificado se registre como aceptable o defectuoso (aunque una pieza tenga varios defectos específicos se registrará sólo una vez como defectuosa).
Haz clic para ampliar el video
153
6.4.2 CARTA np
Para este gráfico se requiere que el tamaño de la muestra sea constante, porque si cambia el tamaño de la muestra, sería necesario calcular nuevos límites para cada tamaño. Su procedimiento es similar al gráfico de control p.
Haz clic para ampliar el video
6.4.3 CARTA c PARA NÚMEROS DEFECTUOSOS
La gráfica c mide el número de defectos (discrepancias) en un lote inspeccionado (a diferencia del número de unidades discrepantes de las gráficas np). La gráfica c requiere tamaños de muestra o tamaños de material inspeccionado constantes.
154
Esta gráfica se aplica principalmente en dos tipos de situaciones:
+ Donde las discrepancias se distribuyen a través de un flujo más o menos continuo del producto (defectos en un rollo de vinilo de "X" metros, burbujas en un parabrisas o puntos con aislante delgado en un conductor), y donde se pueda expresar el promedio o la relación de defectos (ejemplo: número de defectos por cada 100 metros cuadrados de tela).
+ Donde los defectos provenientes de diferentes fuentes (líneas, operaciones) puedan encontrarse en una unidad inspeccionada (los defectos en una estación de inspección de línea donde cada vehículo o componente puede tener uno o más defectos potenciales dentro de un patrón de variación muy amplio).
Haz clic para ampliar el video
155
6.4.4 CARTA u PARA CANTIDAD DE DEFECTOS POR UNIDAD
La gráfica u mide la cantidad de defectos (discrepancias) por unidad de inspección en subgrupos cuyos tamaños pueden ser variables. Es similar a la gráfica c, con la diferencia de que la cantidad de defectos se expresa sobre una base unitaria. Las gráficas c y u son adecuadas para las mismas situaciones, pero deberán utilizarse, la gráfica u si (a) la muestra incluye más de una unidad o si (b) el tamaño de muestra varía entre subgrupos.
Haz clic para ampliar el video
156
157
Interactividad:
Jean Paul Morán Zabala
Estudiante de Ingeniería de la Calidad
RCEYAD 2022-2023
Juan Pablo Cardona Betancur
Estudiante de Ingeniería de la Calidad
RSCEYAD 2022-2023
Asesor de Interactividad:
César Augusto Rodríguez Ledesma
158
parte viI
MUESTREO DE ACEPTACIÓN
Nelson Florez Ramirez
Andrea Lucía Florez Rendon
Juan Miguel Cogollo Florez
7. Y 7.1 VENTAJAS, DESVENTAJAS, TIPOS DE PLANES DE MUESTREO
Haz clic para ampliar el video
7.2 MUESTREO POR ATRIBUTOS
Los planes por atributos se clasifican como simple, doble o múltiple dependiendo del número de muestras que se toman para llegar a una decisión.
+ Plan de muestreo simple (n, c): Plan por atributos en el que se toma una muestra de n artículos, y si el número de artículos defectuosos es menor o igual que cierto número c, el lote se acepta; de lo contrario se rechaza.
160
+ Plan de muestreo doble: Plan por atributos en el que se pueden tomar hasta dos muestras para decidir si un lote se acepta o se rechaza.
+ Plan de muestreo múltiple: Plan por atributos que consiste en una generalización del plan de muestreo doble, donde se pueden extraer dos o más muestras para aceptar o rechazar el lote.
FORMACIÓN DEL LOTE Y SELECCIÓN DE LA MUESTRA: La formación de un lote influye en la eficacia del plan de muestreo de aceptación, por lo que se sugiere atender las siguientes recomendaciones para formar los lotes que serán sometidos a un plan de inspección.
Los lotes deben ser homogéneos: Las unidades que forman un lote en particular deben haber sido fabricadas en condiciones similares en cuanto a máquinas, operadores, materia prima, tiempo(fechas), etc. Cuando el lote se forma mezclando unidades de diferentes fuentes, la variación dentro del lote aumenta y el muestreo de aceptación pierde efectividad. Además, la existencia de lotes no homogéneos hace más difícil identificar las causas de los problemas de calidad y con ello será más complicado tomar acciones correctivas para eliminar las causas.
Los lotes deben ser formados de manera que no compliquen su manejo durante la inspección: Todos los artículos de los lotes deben ser empaquetados y embarcados con un mínimo de riesgo y de manera que la selección de las unidades de la muestra sea relativamente fácil.
Con las reservas del caso, los lotes deben ser tan grandes como sea posible: Esto debido a que en los lotes grandes es necesario inspeccionar, de manera proporcional, menos que en los lotes pequeños; además, los planes que resultan de tamaños de lotes
161
grandes tienen mayor poder para detectar los lotes de mala calidad,por lo que se tendrá un menor costo y mayor eficacia de la inspección. Sin embargo, esta recomendación puede tener un aumento significativo en los inventarios en procesos y en producto terminado, con el consecuente aumento de los costos y del tiempo de ciclo del proceso. De aquí que la recomendación de referencia sólo se debe aplicar en la medida que no se afecten sensiblemente los aspectos comentados.
SELECCIÓN DEL TAMANO DE LA MUESTRA
Haz clic para ampliar el video
162
7.3 ÍNDICES PARA LOS PLANES DE MUESTREO DE ACEPTACIÓN
En una relación cliente-proveedor en la que existe un plan de muestreo de aceptación de por medio hay dos intereses: por un lado, el proveedor quiere que todos los lotes que cumplen con un nivel de calidad aceptable sean aprobados; y por el otro, el cliente desea que todos los lotes que no tienen un nivel de calidad aceptable sean rechazados. Por desgracia, no es posible satisfacer de manera simultánea ambos intereses mediante un plan de muestreo de aceptación, lo que se hace para atender de manera parcial ambos intereses es diseñar planes de muestreo que tengan una alta probabilidad de aceptar lotes “buenos” y una baja probabilidad de aceptar lotes “malos”.
El punto de partida para esto es definir índices que establezcan, para una situación específica, lo que se considerará como calidad aceptable, intermedia y no aceptable, con sus correspondientes probabilidades de aceptación. Esto se explica a continuación:
Nivel de calidad aceptable, NCA o AQL (Aceptancing Quality Level): Es el porcentaje máximo de defectuosos que el consumidor considera aceptable en un lote.
Nivel de calidad límite, NCL o LQL (Limiting Quality Level): Es el porcentaje de defectuosos en un lote que el consumidor considera no satisfactorio y quiere que se rechace con alta probabilidad.
Calidad promedio de salida, CPS o AOQ (Average Outgoing Quality): Es el nivel promedio de calidad que se alcanza al aplicar un programa de inspección para determinada calidad de entrada.
163
Límite de la calidad promedio de salida, LCPS o AOQL (Average Outgoing Quality Limit): Representa la peor calidad promedio que resultaría del programa de inspección, independientemente de la calidad de entrada.
Inspección total promedio, ITP o ATI (Average Total Inspection): Es el número promedio de artículos que se inspeccionan por lote, considerando los aceptados (n) y los rechazados (n).
7.4 PLANES DE MUESTREO DE ACEPTACIÓN POR ATRIBUTOS
Haz clic para ampliar el video
164
En este documento sólo estudiaremos el plan de muestreo MIL STD 105E.
MILTARY STANDARD 105E
La versión original de MIL STD 105E fue creada en 1950 y desde entonces ha tenido cuatro revisiones, siendo la última en 1989. En la actualidad es el sistema de muestreo de aceptación por atributos más usado en el mundo. Para diseñar planes con MIL STD 105E se usa principalmente el nivel de calidad aceptable, NCA o AQL. Aunque la probabilidad de aceptar los lotes con calidad NCA siempre es alta (entre 0.89 y 0.99), no es la misma para todos los planes que se obtienen con esta norma. El estándar prevé 26 valores (porcentajes) diferentes para el NCA; 16 de ellos, que van de 0.010 a 10%, están enfocados a porcentajes de defectuosos; y los otros 10, que van desde 15 hasta 1000 defectos por cada 100 unidades, se enfocan a diseñar planes del tipo defectos por unidad. Para niveles pequeños de NCA, se pueden utilizar los mismos planes para controlar tanto la proporción de defectuosos como el número de defectos por unidad.
Los NCA forman una progresión geométrica (r = 1.585), de manera que el siguiente NCA es aproximadamente 1.585 veces el anterior. Por lo general, el NCA es especificado en el contrato o por la autoridad responsable del muestreo, de acuerdo con diferentes criterios, por ejemplo: al nivel de calidad que se considera como aceptable, a los antecedentes del productor y los niveles de calidad que tiene la rama industrial o comercial del productor. Pueden considerarse diferentes NCA para distintos tipos de defectos. Por ejemplo, el estándar distingue entre defectos críticos, defectos mayores y defectos menores. Es una práctica común escoger un NCA = 1.00% para defectos mayores y NCA = 2.5% para defectos menores. Ningún defecto crítico debe ser aceptado, aunque a veces se usan NCA menores a 0.10 por ciento.
165
El estándar ofrece tres procedimientos de muestreo: muestreo simple, doble y múltiple. Para cada plan de muestreo se prevé: inspección normal, severa o reducida.
Inspección normal: Se implementa al iniciar el esquema de muestreo de acuerdo con el MIL STD 105E.
Inspección severa: Se establece en un esquema MIL STD 105E cuando el proveedor ha tenido un mal desempeño en cuanto a la calidad convenida.
Inspección reducida: Se utiliza en un esquema MIL STD 105E cuando el proveedor ha tenido un buen comportamiento en cuanto a la calidad.
El tamaño de muestra utilizado en una inspección reducida es menor que en una inspección normal, por lo que el costo de inspección es menor. Así, la idea de estos tres tipos de inspección es alentar al vendedor para mejorar su calidad o castigarlo si no lo hace. Un plan de muestreo inicia con el plan normal y el estándar proporciona reglas que señalan cuándo cambiar a inspección severa o a inspección reducida.
El tamaño de muestra usado en MIL STD 105E se determina por medio del tamaño del lote, el nivel de inspección elegido y el NCA acordado.
El estándar proporciona tres niveles generales de inspección: I, II, III. Éstos permiten modificar la cantidad de inspección sin afectar el riesgo del productor, pero cambiando el riesgo del consumidor. El nivel I requiere cerca de la mitad de inspección que el nivel II y podría ser usado cuando pocos productos son rechazados. La diferencia entre usar algunos de estos niveles se da en el tamaño de muestra y, por lo tanto, en la capacidad del plan para rechazar una calidad peor que el NCA. El nivel II es el más usual.
166
De manera adicional, el estándar proporciona cuatro niveles especiales de inspección, S1, S2, S3 y S4, que se aplican en las situaciones que requieren tamaños pequeños de muestra, por ejemplo, en pruebas destructivas y cuando es posible tomar riesgos altos de no rechazar niveles de calidad peores que el NCA.
Haz clic para ampliar el video
7.5 PLANES DE MUESTREO DE ACEPTACIÓN POR ATRIBUTOS
La ventaja principal del muestreo por variables es que el tamaño de muestra es considerablemente menor que el muestreo por atributos, sobre todo cuando los niveles aceptables de calidad en términos de p son muy pequeños. Además, muestrear por
167
variables proporciona más información acerca del proceso, lo cual se puede utilizar para tomar decisiones y mejorar la calidad; esto se debe a que las medidas numéricas de las características de calidad son más útiles que una simple clasificación de los artículos como defectuosos o no defectuosos.
Las desventajas del muestreo por variables es que para cada característica de calidad que se desee inspeccionar debe diseñarse su propio plan de muestreo. Además, las mediciones en un muestreo por variables podrían ser más costosas, aunque la reducción obtenida en el tamaño de la muestra por lo general compensa este costo. Una desventaja más es que la distribución de las características de calidad debe ser conocida. La mayoría de los planes de muestreo por variable suponen que tal distribución es normal; si esto no es verdad, la confiabilidad de las decisiones puede resultar afectada de manera importante.
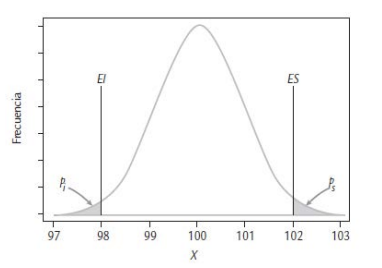
Haz clic para ampliar la imagen
168
Gráfico 43: La distribución de una característica de calidad y la proporción fuera de especificaciones. Elaboración propia a partir de (Gutiérrez, H. & De La Vara, R. (2013)
Haz clic para ampliar el video
MILITARY STANDARD 414 (ISO 3951)
El MIL STD 414 es un estándar que proporciona planes de muestreo para variables: con las mediciones obtenidas se calcula un índice que de acuerdo con su valor se rechaza o acepta el lote, es un plan para muestreo de aceptación por variables lote porlote. El punto principal de este estándar es el nivel de calidad aceptable (NCA o AQL), y comprende porcentajes que van de 0.04 a 15%. El estándar tiene cinco niveles generales de inspección; al nivel IV se le considera el “usual”.
169
Como en el estándar por atributos (MIL STD 105E), para encontrar el tamaño de muestra también se utilizan letras código para el tamaño de ésta. Los tamañosmuestrales están en función del tamaño de lote y del nivel de inspección. De acuerdo con la calidad del producto se prevé una inspección normal, severa y reducida. Todos los planes de muestreo y procedimientos en el estándar suponen que las características de calidad se distribuyen de manera normal.
Los planes de muestreo de aceptación pueden diseñarse considerando que la desviación estándar es conocida o desconocida, tanto para características de calidad con una o con doble especificación. En los casos con una especificación, el estándar contiene dos procedimientos (el k y el M) para estimar la proporción de unidades fuera de especificaciones. Mientras que, cuando se tiene doble especificación, se utiliza el procedimiento 2 o método M.
Haz clic para ampliar el video
170
171
Interactividad:
Jean Paul Morán Zabala
Estudiante de Ingeniería de la Calidad
RCEYAD 2022-2023
Juan Pablo Cardona Betancur
Estudiante de Ingeniería de la Calidad
RSCEYAD 2022-2023
Asesor de Interactividad:
César Augusto Rodríguez Ledesma
172
APÉNDICE
Nelson Florez Ramirez
Andrea Lucía Florez Rendon
Juan Miguel Cogollo Florez
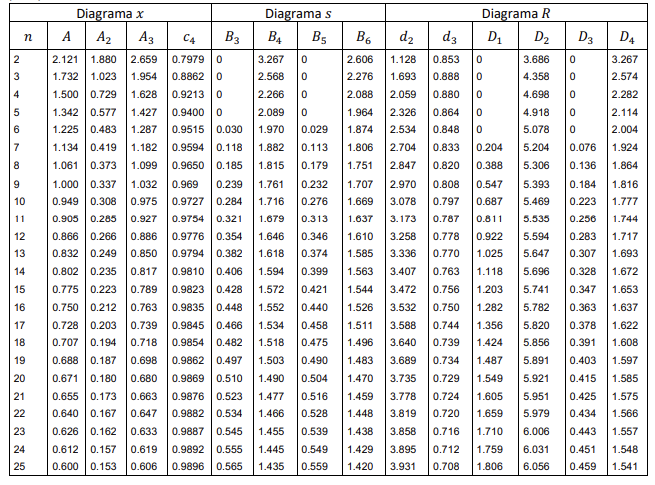
Tabla A1: Factores para la construcción de las cartas de control. Elaboración propia a partir de (Gutiérrez, H. & De La Vara, R. (2013)
174
175
Interactividad:
Jean Paul Morán Zabala
Estudiante de Ingeniería de la Calidad
RCEYAD 2022-2023
Juan Pablo Cardona Betancur
Estudiante de Ingeniería de la Calidad
RSCEYAD 2022-2023
Asesor de Interactividad:
César Augusto Rodríguez Ledesma
176
GLOSARIO DE TÉRMINOS Y REFERNECIAS
Nelson Florez Ramirez
Andrea Lucía Florez Rendon
Juan Miguel Cogollo Florez
Términos utilizados
Atributos: Son datos cualitativos que pueden ser contados para su registro y análisis. Como ejemplo se pueden tener características tales como la presencia o no de una etiqueta y la instalación o no de todos los tornillos requeridos. Otros ejemplos pueden ser características que son medibles (que pueden ser tratadas como variables), pero donde los resultados son registrados con un simple sí o no cumple, tales como la aceptación de un diámetro que flecha cuando se mide con un calibrador pasa/no pasa. Cartas p, np, c y u son usadas para atributos.
Causa común: Es una fuente de variación que siempre está presente; es parte de la variación normal inherente al proceso mismo. Usualmente su origen puede ser rastreado hasta un elemento del sistema, el cual sólo la gerencia puede corregir.
Causa especial: Es una fuente de variación que es intermitente, impredecible, inestable; algunas veces llamada causa asignable. Está señalada por un punto fuera de los límites de control, o por tendencias u otros patrones de puntos no casuales dentro de los límites de control
Consecutivas: Son piezas producidas sucesivamente, son la base para seleccionar las muestras en los subgrupos
131
Control estadístico: Es la condición que describe un proceso en el cual todas las causas especiales de variación han sido eliminadas y solamente permanecen las causas comunes; esto se evidencia en la gráfica de control por la ausencia de puntos fuera de los límites de control y por la ausencia de patrones no casuales o tendencias dentro de los límites de control
178
Desviación estándar: Es una medida de la dispersión de la producción del proceso o de la dispersión de una muestra estadística tomada del proceso (p.e. de promedios de subgrupos); se denota por la letra griega σ (SIGMA).
Discrepancias: Son ocurrencias específicas de una condición, las cuales no cumplen especificaciones u otro estándar de inspección; algunas veces llamados defectos. Una parte individual discrepante puede tener más de una discrepancia (p.e. una puerta puede tener diferentes abolladas; una prueba funcional de un carburador puede revelar un gran número de discrepancias). Las gráficas c y u se utilizan para analizar sistemas que producen discrepancias.
Distribución: Es la forma de describir los resultados de un sistema de variación por causas comunes, en la cual el comportamiento de los valores individuales no es predecible pero cuyos resultados como conjunto tienen un patrón que puede ser descrito por su ubicación
Distribución binominal: Es una distribución de probabilidades para atributos que se aplica en el caso de unidades defectuosas y sobre la cual se basan gráficas p y np.
Distribución normal: Es una distribución por variables, simétrica y con forma de campana que subyace en las gráficas de control por variables. Cuando los datos se distribuyen normalmente, alrededor del 68.26% de las mediciones individuales, estarán comprendidos entre más y menos dos desviaciones estándar de la media. Estos porcentajes son la base para los límites de control y el análisis de las gráficas de control (dado que los promedios de los subgrupos se distribuyen normalmente a pesar de que no se distribuya así la población), y para la toma de decisiones sobre la habilidad (dado que los resultados de muchos procesos industriales siguen la distribución normal estándar)
179
Distribución de Poisson: Es una distribución de probabilidades para atributos que se aplica a los defectos y que subyace en las gráficas c y u.
Especificación: Es el requerimiento de ingeniería que permite juzgar la aceptabilidad de una característica en particular. Se selecciona de acuerdo a los requerimientos funcionales del producto o del cliente; una especificación puede ser consistente o no con la habilidad demostrada del proceso (si no lo es, seguramente partes fuera de especificación serán fabricadas). Una especificación no debe ser confundida con un límite de control.
Estabilidad: Es la ausencia de casos especiales de variación, o sea, la propiedad de estar bajo control estadístico.
Estadístico: Es un valor basado o calculado con los datos de un muestreo (p.e. rangos o promedios de subgrupo usado para hacer análisis sobre el proceso que produjo los datos).
Estratificación: Es la selección de muestras de manera que cada subgrupo contenga datos provenientes de dos o más flujos de proceso, con diferentes características de desarrollo.
Fallas localizadas: Es una fuente de variación asociada al operador, máquina, etc., que puede ser solucionada por el operador mismo, el supervisor o personal de servicio de la planta. Es una condición asociada a la forma en que el proceso es operado, más que al diseño y construcción del mismo y se identifica generalmente con una causa especial de variación en la gráfica de control. Las fallas localizadas constituyen el 15%, aproximadamente, de los problemas de calidad de manufactura
180
Fallas del sistema: Es una fuente de generación de variación que es característica de varias operaciones, máquinas, etc., constante a través del tiempo y que requiere de la acción de la gerencia para su corrección. Es una condición asociada al diseño y construcción del proceso, más que a la forma en que es operado; siendo ésta última una parte de las causas comunes de variación. Las fallas del sistema constituyen el 85%, aproximadamente, de los problemas de calidad de manufactura (ver fallas localizadas).
Flujo de proceso: Es el flujo de resultados a través de un conjunto de estaciones y condiciones de proceso. Un flujo de proceso se divide – se transforma en varios flujos de proceso – cuando hay elementos de proceso paralelos (ejemplo, husillos múltiples, matrices de múltiples cavidades, varios operadores haciendo la misma operación, varios lotes de materia prima diferente).
Gráfica de control: Es una representación gráfica de una característica de un proceso, mostrando valores graficados de algún estadístico obtenido de esa característica, y uno o dos límites de control. Tiene dos usos básicos: como un juicio para determinar si el proceso estuvo dentro de control, y como una ayuda para lograr y mantener el control estadístico.
Habilidad: Puede ser determinada solamente después de que el proceso esté en control estadístico. Cuando el promedio del proceso calculado, tomando como base las lecturas individuales ± 3 desviaciones estándar, esté localizado dentro de los límites especificados (datos por variables), o cuando al menos el 99.73% de los resultados individuales obtenidos estén dentro de especificación (datos por atributos), se dice que el proceso es hábil. Sin embargo, los esfuerzos para mejorar la habilidad deben de continuar, siguiendo el concepto de operación hacia una mejoría continua de la calidad y la productividad.
181
Lectura individual: Es la medición de una sola característica.
Límite de control: Es una línea (o líneas) de una gráfica de control usada como base para juzgar el significado de la variación de subgrupo a subgrupo. La variación fuera del límite de control es evidencia que causas especiales están afectando al proceso. Los límites de control son calculados a partir de los datos del proceso y no deben ser confundidos con los límites especificados por Ingeniería.
Línea central: Es la línea que representa el valor promedio o mediana de las mediciones indicadas en una gráfica de control. Generalmente se indica con una línea continua.
Media: Es el promedio de los valores de un grupo de mediciones.
Mediana: Es el valor central de un grupo de mediciones, cuando el mismo está ordenado de menor a mayor. Si la cantidad de valores es par, por convención la mediana es el promedio de los dos valores centrales.
Muestra aleatoria: Muestras elegidas de manera tal que cualquier ítem resultante del proceso tiene igual probabilidad de ser elegido, sin importar ningún tipo de ordenamiento existente como la secuencia de producción.
Partes discrepantes: Son aquellas que no cumplen con una especificación u otro estándar de inspección; algunas veces llamadas partes defectuosas. Gráficas p y nson utilizadas para analizar sistemas que producen partes discrepantes.
Proceso: Es la combinación de mano de obra, máquinas y equipo, materia prima, métodos y medio ambiente que producen un producto dado o servicio.
182
Promedio: Es la suma de los valores de las mediciones dividida por la cantidad (tamaño de muestra) de mediciones y se indica con una barra sobre el símbolo de los valores que son promediados:
Sigma: Es la letra griega utilizada para designar la desviación estándar.
Sistema de control de procesos: Es un método para administrar la operación de un proceso basado en la retroalimentación, que incluye la obtención de información del proceso y sus resultados, y la utilización de dicha información para modificarlo o ajustarlo según necesidad. El uso de técnicas estadísticas tales como las gráficas de control en la interpretación de la información del proceso, es la clave para un sistema de control de proceso exitoso.
Subgrupo: Es una cantidad de valores muestrales elegidos de manera que seanrepresentativos del proceso, en un periodo o momento en el tiempo en particular, y que se analizan en conjunto (ver subgrupo racional).
Subgrupos racionales: Son subgrupos elegidos de manera que la variación dentro de los mismos sea la menor posible resultante del proceso (representa la variación por causas comunes), de manera tal que cualquier cambio en el desarrollo del proceso (causas especiales) aparecerá como diferencia entre los subgrupos. Los subgrupos racionales son generalmente determinados en base a piezas consecutivas, a pesar de que a veces se utilizan muestras aleatorias o estratificadoras en forma intencional.
Variables: Son aquellas características de una parte que pueden ser medidas. Como ejemplos se tiene la longitud en milímetros, la resistencia en ohms, esfuerzo de cierre de una puerta en kilogramos y el par de apriete de un tornillo en Newton – metro. (Ver también atributos).
183
Interactividad:
Jean Paul Morán Zabala
Estudiante de Ingeniería de la Calidad
RCEYAD 2022-2023
Juan Pablo Cardona Betancur
Estudiante de Ingeniería de la Calidad
RSCEYAD 2022-2023
Asesor de Interactividad:
César Augusto Rodríguez Ledesma
184
BIBLIOGRAFÍA
Nelson Florez Ramirez
Andrea Lucía Florez Rendon
Juan Miguel Cogollo Florez
185
(Besterfield, D. (2009). Quality Control. New Jersey: Pearson Education.
(Brike, B. Y. & Hoyer, R. W. (2001). ¿Qué es la calidad? Quality Progress, julio de 2001.
(Crosby, P. (1979). Quality is free: The art of making quality certain. New York: McGrawHill.
(Cuatrecasas, L. (2001). Gestión Integral de la calidad implantación. control y certificación. Barcelona: Ediciones Gestion.
(Deming, W. E. (1988). Out of the Crisis. New York: MIT Press
(Escalante, E. J. (2006). Analisis y mejoramiento de la calidad. México: Limusa.
(Evans, J. & Lindsay, W. (2015). Administración y control de la Calidad. 9 ed. México: Cengage Learning.
(Feigenbaum, A. (1987). Control total de la calidad y adminstración. México: Continental.
(Gryna, M., Chua, R. & Defeo, J. (2007). Método Juran: Análisis y planeación de la calidad. 5 ed. México: McGrawHill.
(Gutiérrez, H. & De La Vara, R. (2013). Control estadístico de calidad y seis sigma. México: McGraw Hill.
(Heizer, J. & Render, B. (2001). Dirección de la producción:decisiones estrategicas. Madrid: Pearson.
(Hitoshi. K. (1992). Herramientas estadísticas para el mejoramiento de la calidad.Barcelona: Norma.
(Instituto Colombiano de Normas Técnicas y Certificación. (2000). Norma Técnica Colombiana NTC-ISO9000 Sistema de Gestión de la Calidad Fundamentos y Vocabularios del Sis. Bogotá: ICONTEC.
(Instituto Colombiano de Normas Técnicas y Certificación. (2001). ISO 9001: 2000 - guía para las pequeñas empresas. Bogotá: ICONTEC
186
(Instituto Colombiano de Normas Técnicas y Certificación. (2008). Norma Técnica Colombiana NTC-ISO9001 Sistemas de Gestión de la Calidad Requisitos. Bogotá: ICONTEC
(Ishikawa, K. (1991). Qué es el control total de la calidad: la modalidad japonesa. Cali: Norma.
(Juran, J. (1993). Manual de Control de Calidad. Madrid: McGrawHill.
(Kume, H. (1992). Herramientas estadísticas básicas para el mejoramiento de la calidad. Bogotá: Norma.
(López, F. (2004). ISO 9000 y la planificación de la Calidad. Bogotá: ICONTEC.
(Moreno, N. (1997). La normalización en la empresa. Bogotá: ICONTEC.
(Navarrete, H. (1986). El sistema de control estadístico de calidad. Bogotá: ICONTEC.
(Pande, P. & Holpp. L. (2002). ¿Qué es Seis Sigma? Madrid: McGrawHill.
(Pande, P., Neuman, R. & Cavanagh, R. (2004). Las Claves Prácticas de Seis Sigma.Madrid: McGrawHill.
(Power. D. & Terziovski, M. (2007). Quality audit roles and skills: Perceptions of non-financial auditors and their clients. Operations Management, 25 (1), pp. 126 - 146
(Ruiz, J. & López. C. (2003). La gestión por Calidad Total en la empresa moderna. Madrid: RA – MA.
(Senlle, A. (2001). ISO 9000 - 2000 Calidad y Excelencia. Barcelona: Ediciones Gestión.
(Servicio Nacional de Aprendizaje. (1994). Herramientas estadísticas para la calidad.Medellin: Sena.
(Clements, J. A. (1989). Process capability calculations for non-normal distributions. Quality progress, 22, 95-100.
187
(Box, G. E., & Cox, D. R. (1964). An analysis of transformations. Journal of the Royal Statistical Society: Series B (Methodological), 26(2), 211-243.
(Kotz, S., Pearn, W. L., & Johnson, N. L. (1993). Some process capability indices are more reliable than one might think. Journal of the Royal Statistical Society: Series C (Applied Statistics), 42(1), 55-62.
(Sierra, M. L. A., Flórez, M. C., Flórez, J. M. C., & Rendón, A. L. F. (2017). Optimal estimation of process capability indices with non-normal data and inaccurate parameters using metaheuristics. Calitatea, 18(161), 73-79.
188
![]()